sales06@switek.biz

+86 186 5927 5869
sales06@switek.biz
+86 186 5927 5869

| Description | Unit | Value |
|---|---|---|
| INJECTION UNIT | ||
| Shot volume | cm3 | 442 |
| Shot weight | g | 402 |
| Shot speed | mm/s | 274 |
| Screw diameter | mm | 50 |
| Injection pressure | MPa | 142 |
| Screw L:D ratio | -- | 18 |
| CLAMPING UNIT | ||
| Clamping force | kN | 1600 |
| Opening Stroke | mm | 480 |
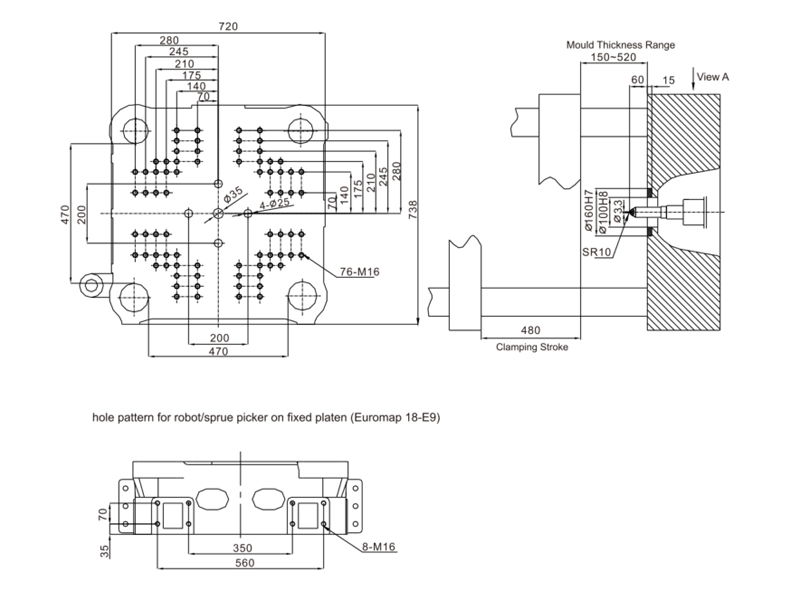
| Space between tie bars | mm x mm | 470 x 470 |
| Mold thickness(min) | mm | 150 |
| Mold thickness(max) | mm | 520 |
| Hydraulic ejection stroke | mm | 160 |
| Hydraulic ejection force | kN | 77 |
| POWER UNIT | ||
| Pump motor | kW | 113 |
| Heating capacity | kW | 11.48 |
| GENERAL | ||
| Oil tank capacity | L | 320 |
Platen Dimension
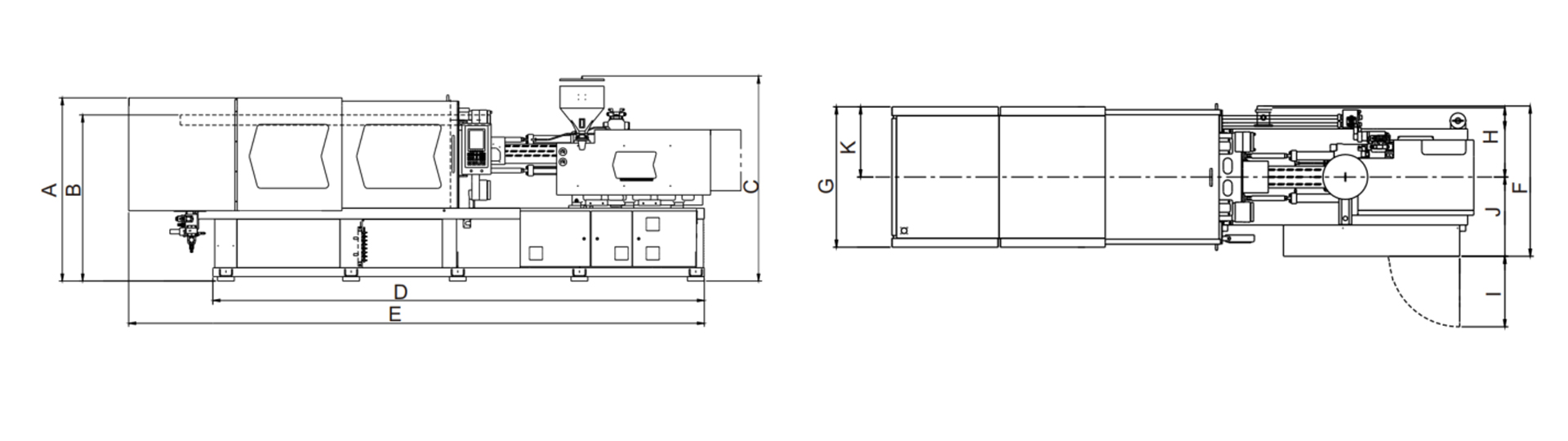
Machine Dimmension
| # | Value |
|---|---|
| A | 1758 mm |
| B | 1567 mm |
| C | 2050 mm |
| D | 4513 mm |
| E | 5215 mm |
| F | 1349 mm |
| G | 1302 mm |
| H | 717 mm |
| I | 800 mm |
| J | 789 mm |
| K | 651 mm |
Abstract
Absolute Group of Companies on showed 4 cavities medical container injection production by Haitian/Zhafir ZE1500 injection molding machine at Plastec West 2020 to demonstrate its excellent performance in precision injection production.

Zhafir, the all electric injection molding machine by Haitian group, win its reputation of high precision in the precision injection field such as medical parts. Abaolute Group of Companies onshowed a 4 cavities medical containerS injection production at Plastec West 2020 to show its excellency to more industry insiders.
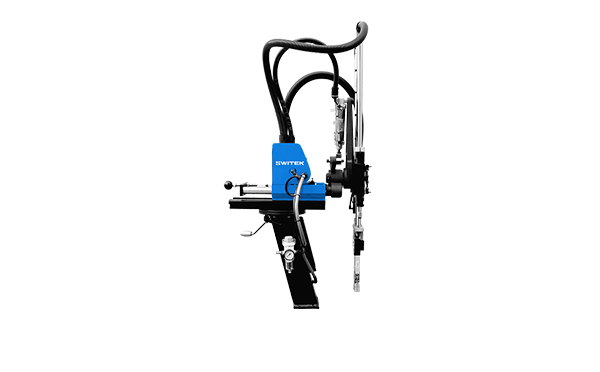
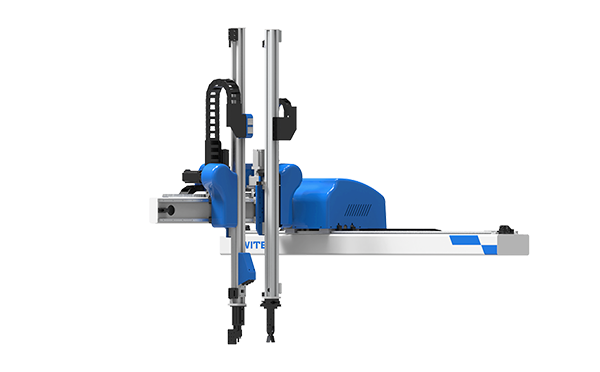
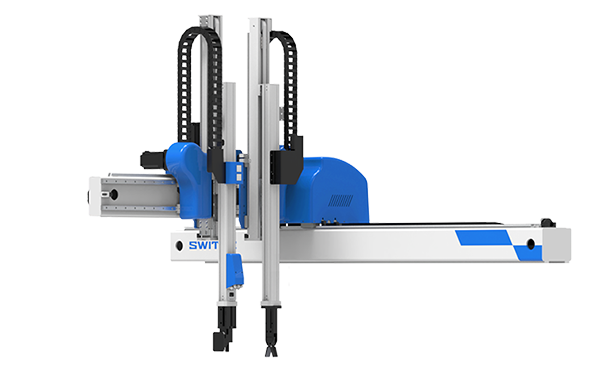
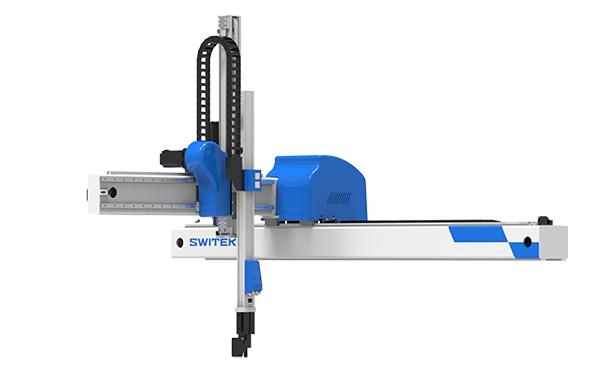
To ensure the safty of medical parts production in a clean room, the better solutions is to have the machine equipped with a robot to do the picking and placing of the parts automatically. The robot for ZE1500 can be a high speed 3 axis servo robot SW7112DS by SWITEK Technology, which is a 3 axis servo injection robot with a dry cycle time of only 3.3s, an ideal mate to Zhafia ZE1500.
Turn-key IML Solutions
Turn-key Pipe Fittings Injection Automation Solutions
Turn-key Cutlery Packing Automation Solutions
High Performance Injection Robot
Injection Machinery News & Express


E-mail: sales@switek.biz
Injection Machinery
CopyRight © HuangYanZheng