
sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
Keywords:Panasonic A6 Servo Installation Instruction, Panasonic A6 Driver, Panasonic A6 Series Servo Motor Manual
To prevent operational error e.g. unintentional parameter modification, the front pannel may be locked. Once locked, operations on the panel are limited as follows:
| Mode | Locked panel conditions |
|---|---|
| Monitor Mode | No limitation: all monitored data can be checked |
| Parameter Set up Mode | No parameter can be changed but setting can be checked. |
| EEPROM Wiring Mode | Cannot be run. (No display) |
| Auxiliary Function Mode | Cannot be run except for "Released of front panel lock". (No display) |
| Parameter No. | Title | Function | |
|---|---|---|---|
| Class | No. | ||
| 5 | 35 | Setup of front panel lock | Locks the operation attempted from the front panel. |
Lock and unlock can be made in one or two ways.
| Procedure | Front panel | Setup support software PANATERM |
|---|---|---|
Lock |
| |
Unlock |
|
|

SW6710
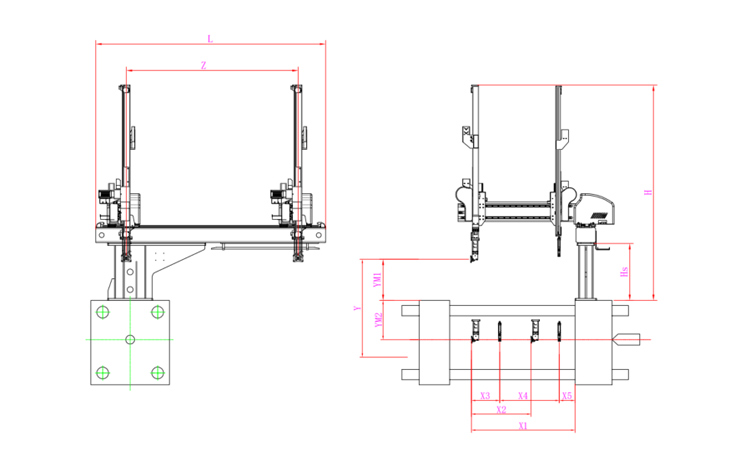
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 1055 | 607 | 288 | 607 | 1000 | 420 | 580 | 1750 | 2340 | 1700 | 2190 | 8kg |
|---|
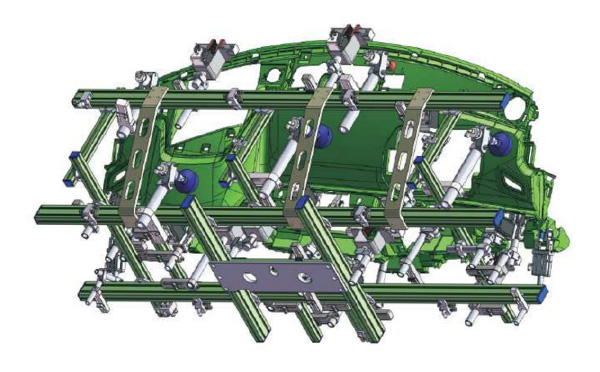
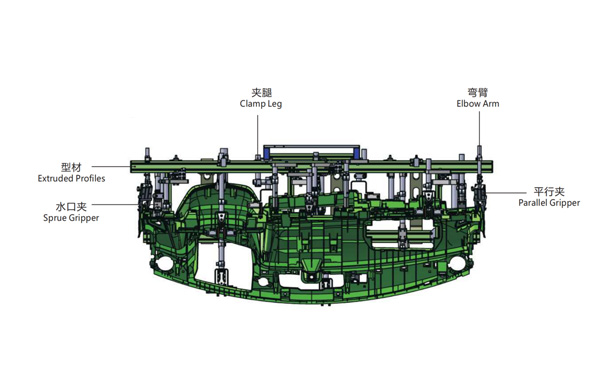
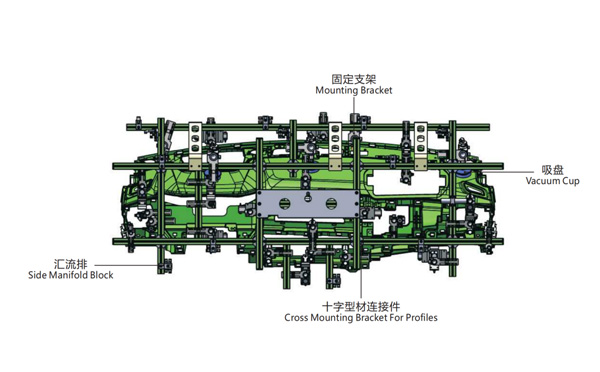
EOAT Assembly Demonstration -- One Cavity Instrument Panel Picking EOAT
Product Descriptions
How is the SWITEK IML System for 2 Cavities Butter Box with 2 Lables Designed?
IML Containers with 2 lables will provide more space for the dairy products producers to design their pattern and provide more detailed description of their products, but with one more label it'll make the design of the IML system much more complex. How would be the two labels to be put into the mold and what would be the recommendation of such an IML system?
SWITEK has both solutions of 2 cavities IML solutions for oval shpe box and 4 cavities IML solutions for round cups with 2 labels. The difference of the 2 labels IML solutions of wrap + bottom labeling will request more space for the magazine layout design. Both the labels would be put into the cavities at the movable part of the platen with the parts to be picked from the fixed part of the platen.
Since the structure of the magazine for the IML containers with two labels is much more complex than that of wrap labeling only, the best solution is to have a turn-key IML solutions from SWITEK Automation so we can have the robot and the injection mould well tested together before delivery to ensure that the system which you received is ready to work. For more details about a turn-key IML solutions please contact Adams from SWITEK Automation, you're personal advisor of IML Soutions integration.



