
sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
The programming of a robotic arm for injection molding machine is not only a setting of the axis position, enable/disable the cylinders and other EOAT parts etc., but also include the signal settings to have the robot communicating with the injection molding machine, the product settings, the stack setting, machine sconfigure, system settings, security point settings etc. In this chapter we're discussing how are these parameters of the robotic arms configured step by step.
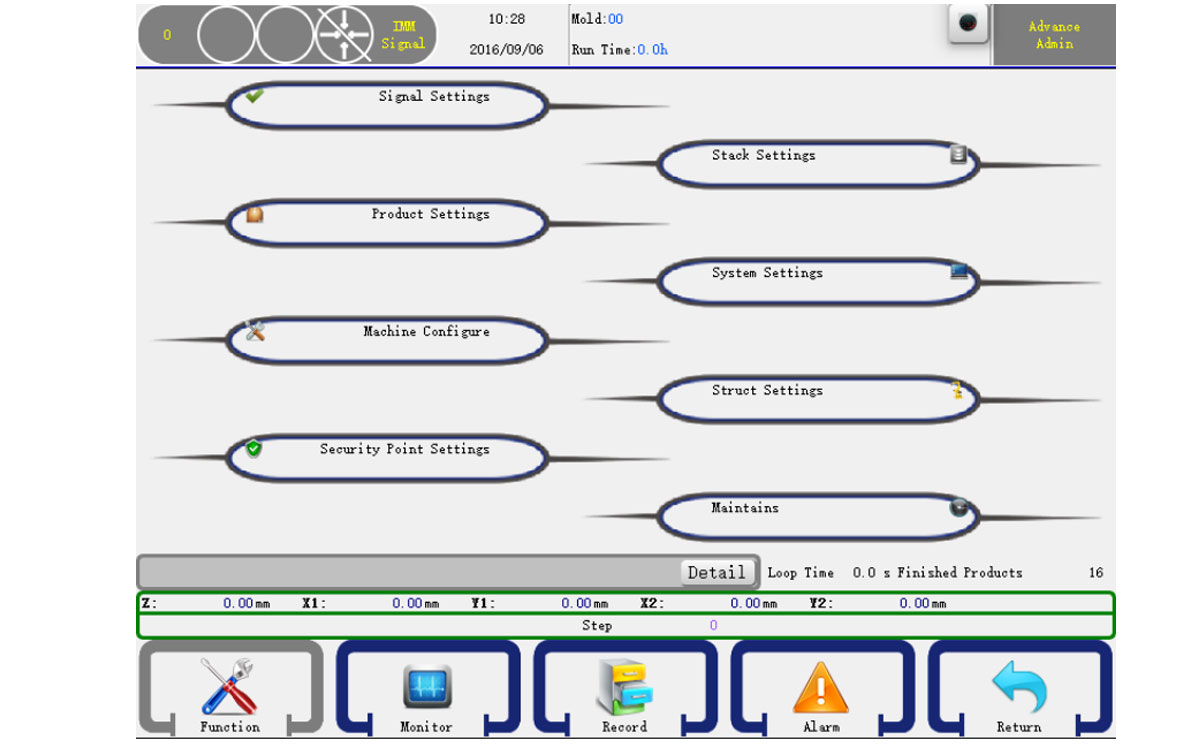
In the stop status and then click the function menu item on the main menu bar to go into function configures page. As shown below:
Click the Signal Settings item to go into the signal setting page, as shown below:

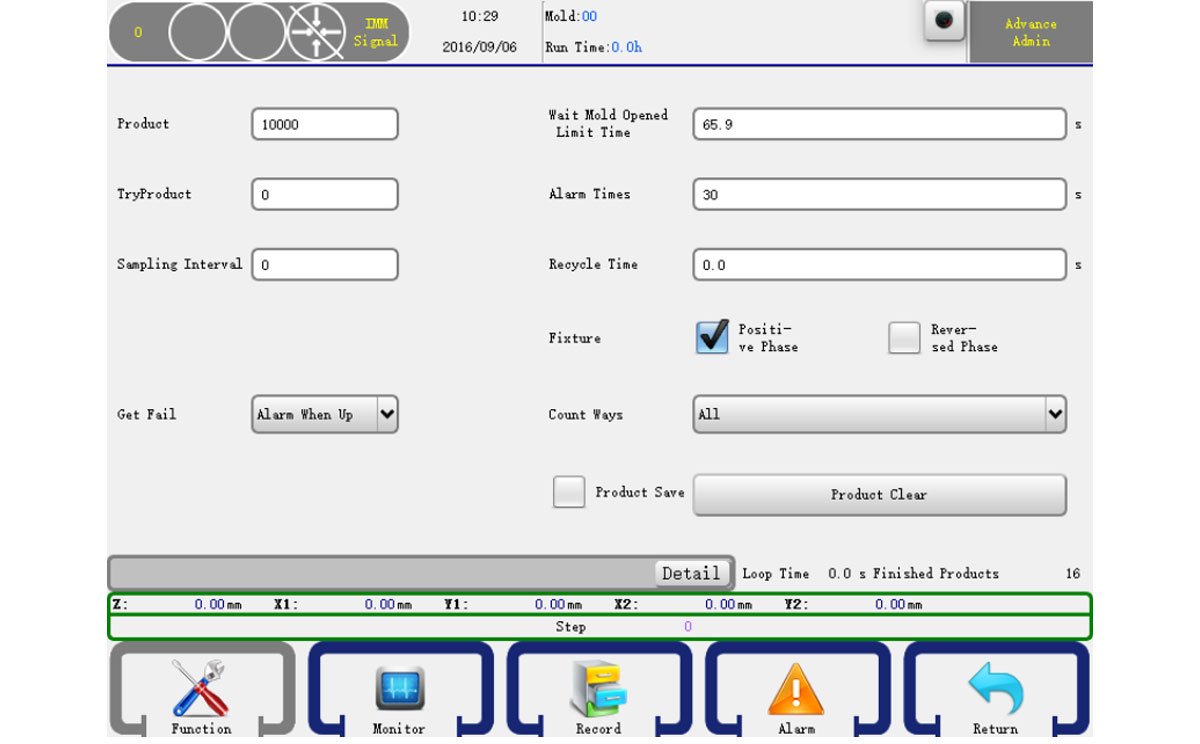
Click the Product Settings button to go into the product setting page, as shown below:
Click the Machine Configure button to go into the machine configure page, as shown below:
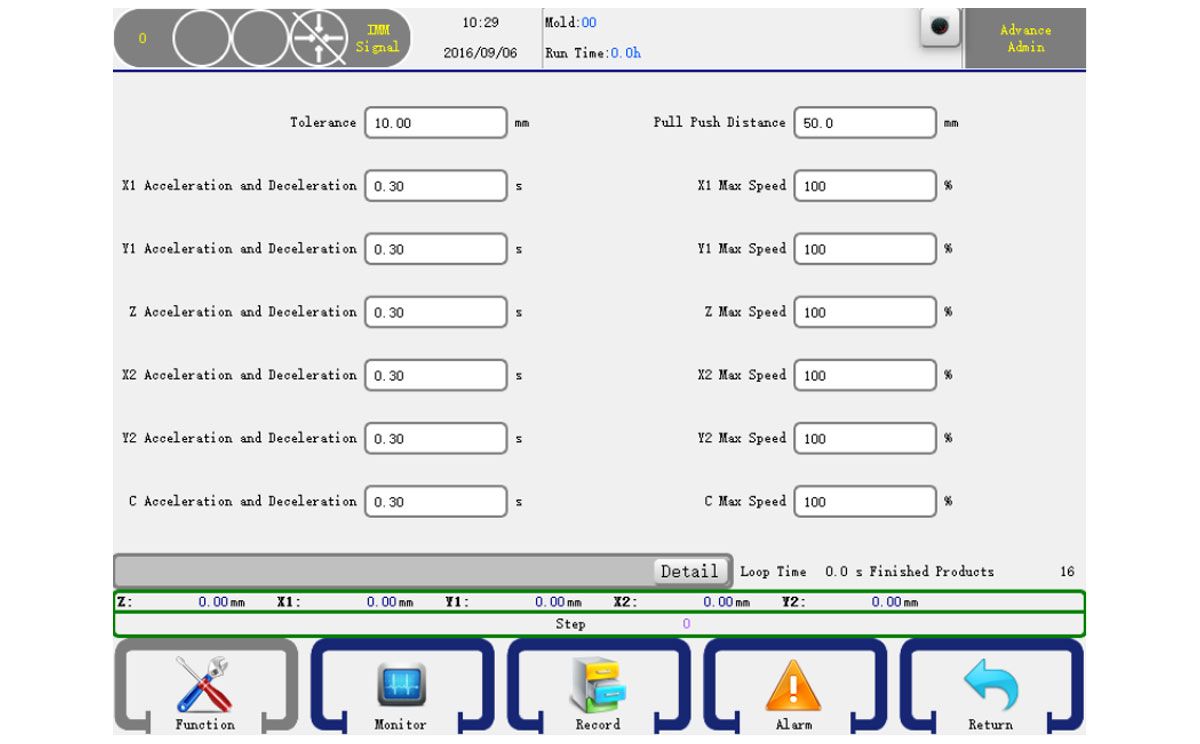
Tolerance: The tolerance between the sent pulse and feedback pulse of servo.
Safety Zone: A safety zone between arms and sub arms.
X, Y, Z Acceleration and Deceleration: The servo axis acceleration and decelatiion time.
X, Y, Z Max Speed: The max speed of the servo axis.
Click the Security Point Settings button to go into the security point settings page, as shown below:
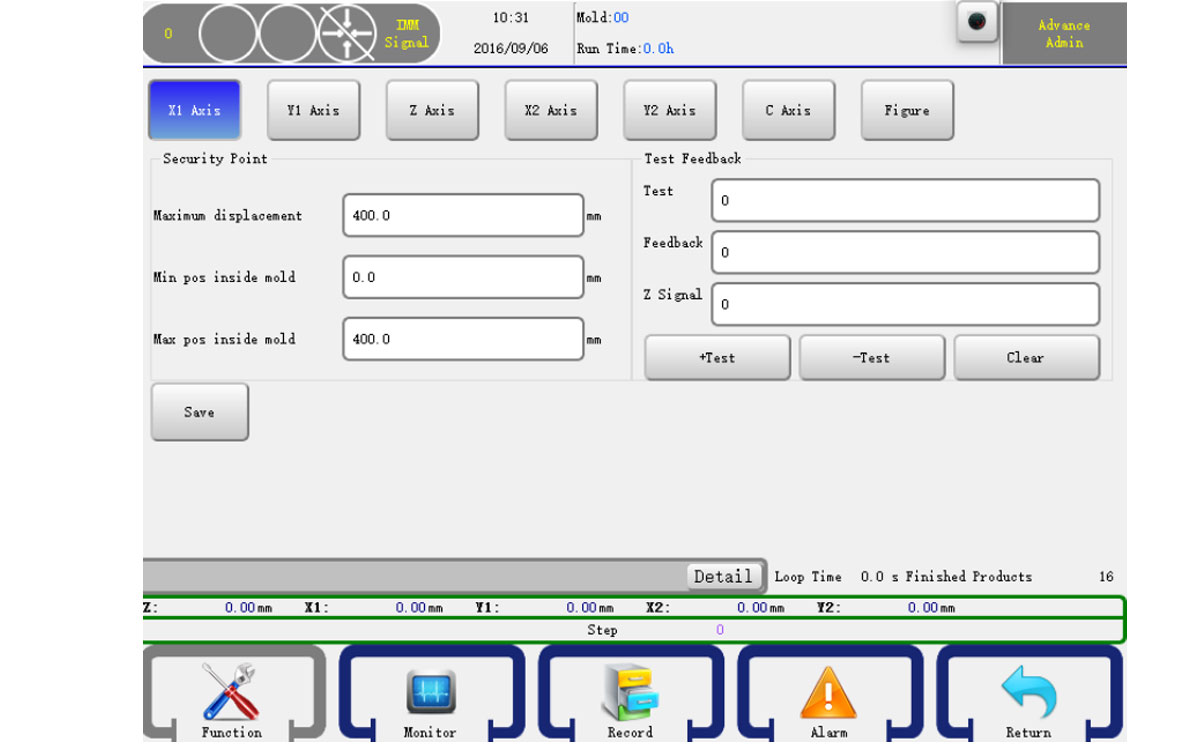
Attention: You can modify the X's minimum, maximum position in the mechanical parameters page X axis parameter field.
Click the Stack Settings item to go into the stack settings page, as shown below:
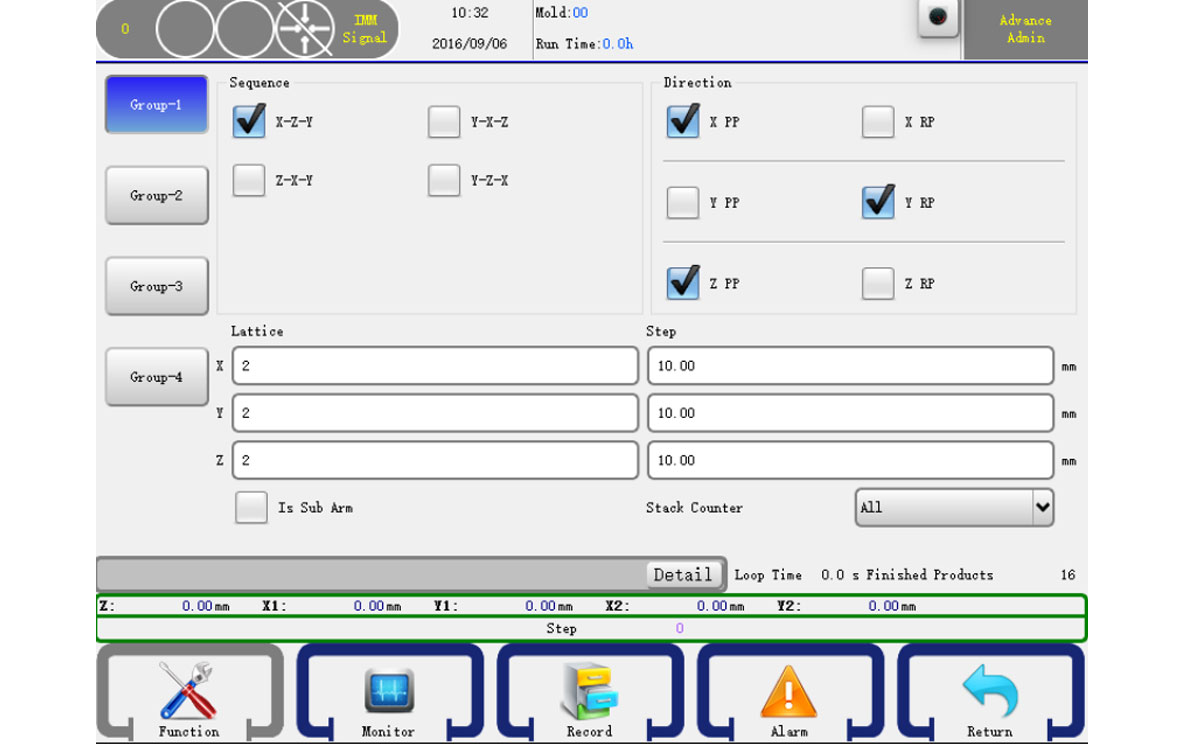
There are four group stack setting in our system.
Sequence: Select the stack sequence
X RP: If checked, the robot will stack reverse on the X axis.
Y RP: If checked, the robot will stack reverse on the Y axis.
Z RP: If checked, the robot will stack reverse on the Z axis.
7.6.1 Setting
Click the System Settings item to go into the system settings page, as shown below:
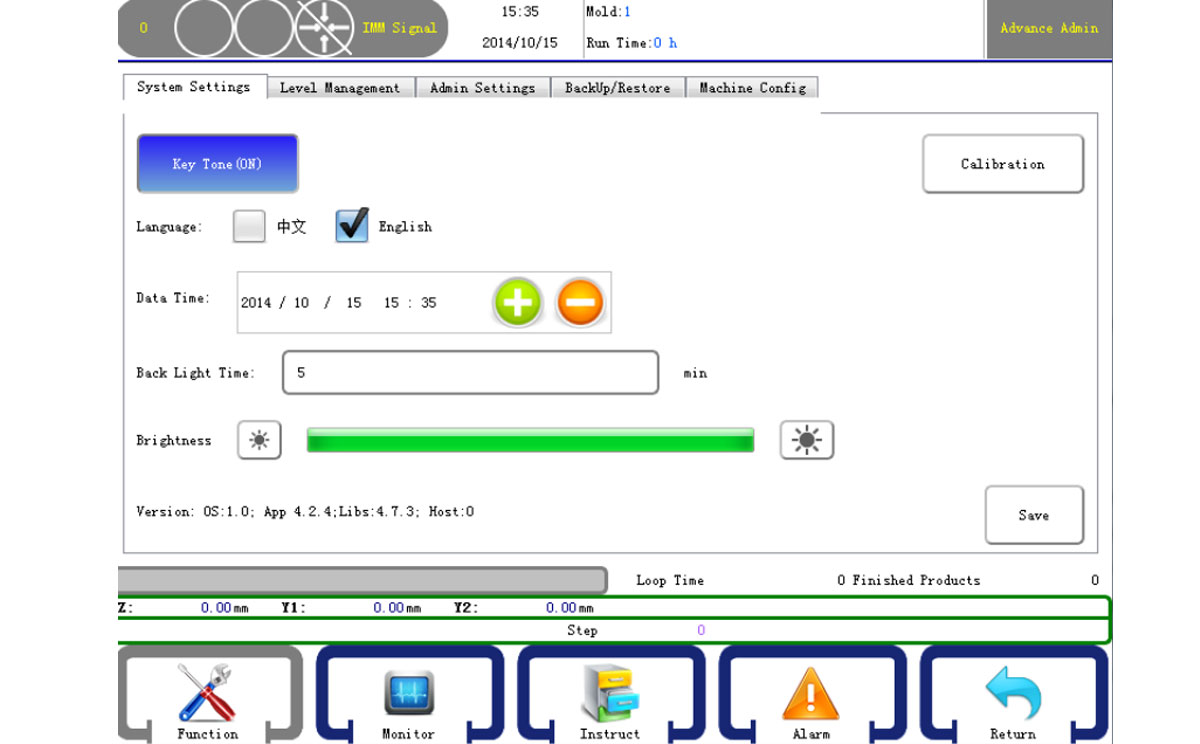
Key Tone: When press the keyboard will beep if on.
Language: Select the interface language.
Date Time: Set the current date time.
Back Light Time: If no action in the setting time, the back light will turn off.
Version: The version of the system.
Click the Save to confirm after the system settings done.
7.6.2 Level Management
Click the Level Management item to go into the system settings page, as shown below:
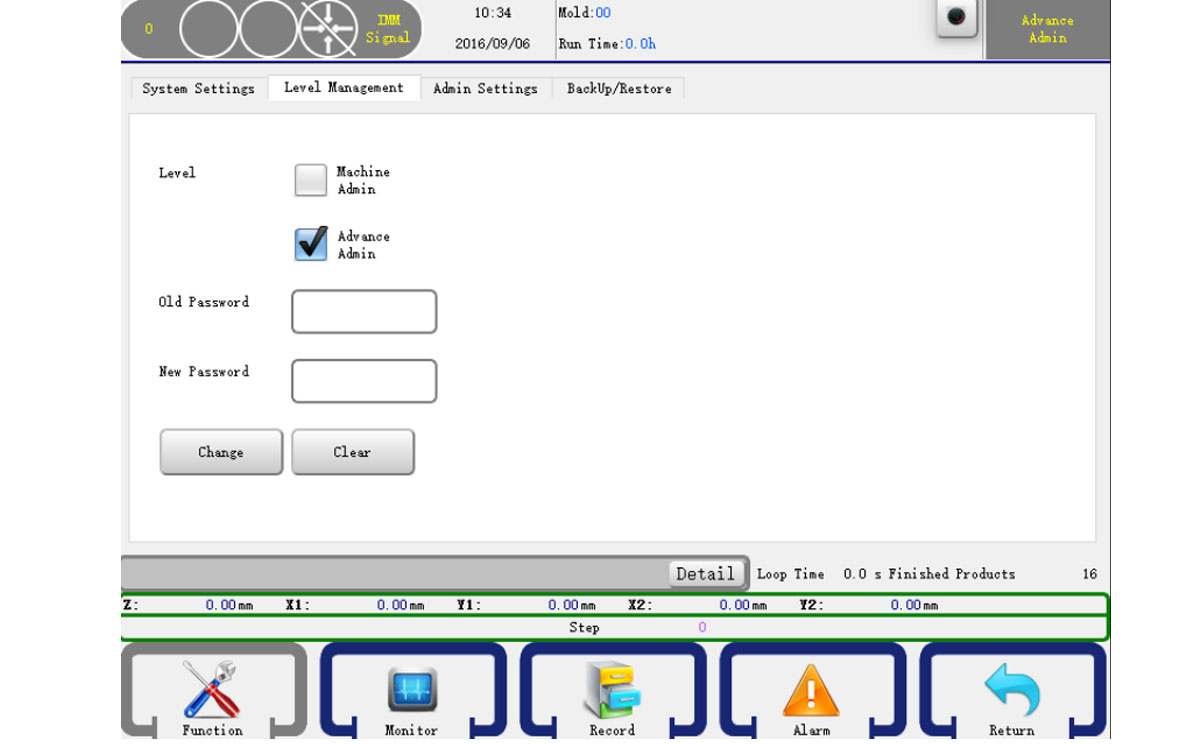
Level management can change the basic information while administer can modify any parameters. Enter the old password and then input a new one and confirm, you can change the password.
7.6.3 Backup/Restore
Click the Backup/Restore item to go into the system settings page, as shown below:
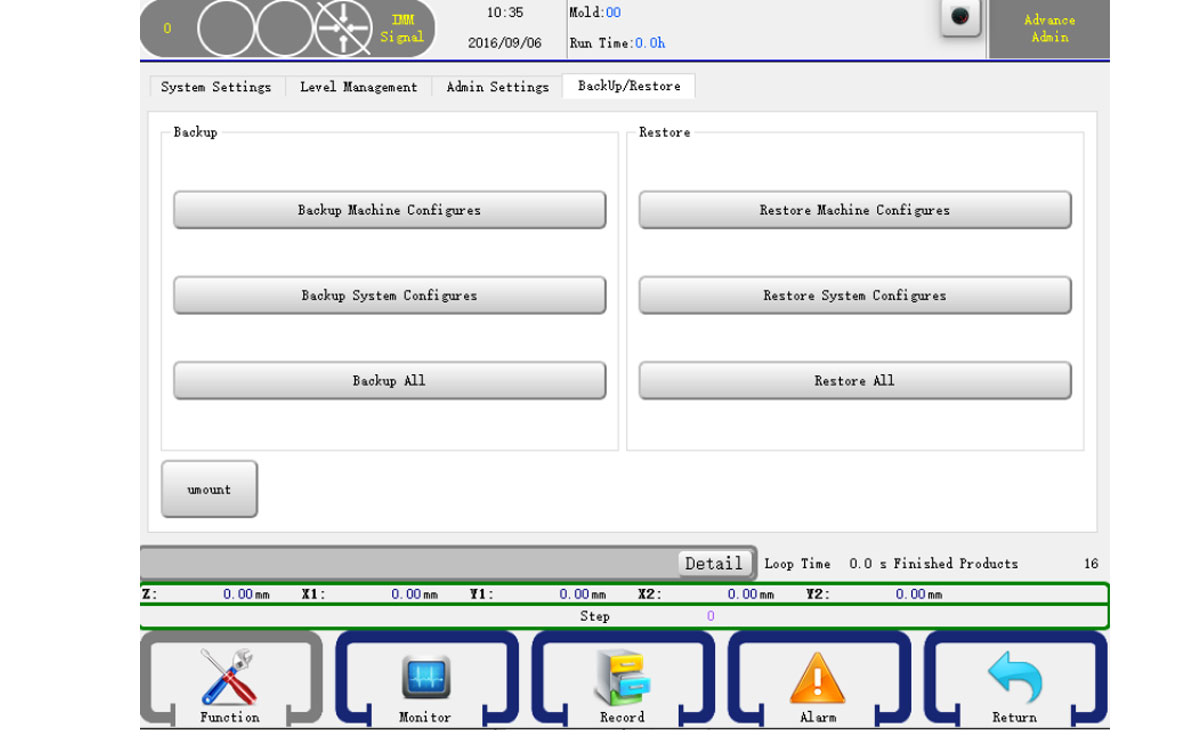
You can use USB to backup or restore "Machine Parameters", "System Parameters" and "Mold Parameters" or select all to backup/restore.
Click the Struct Settings item to go into the structure settings page, as shown below:
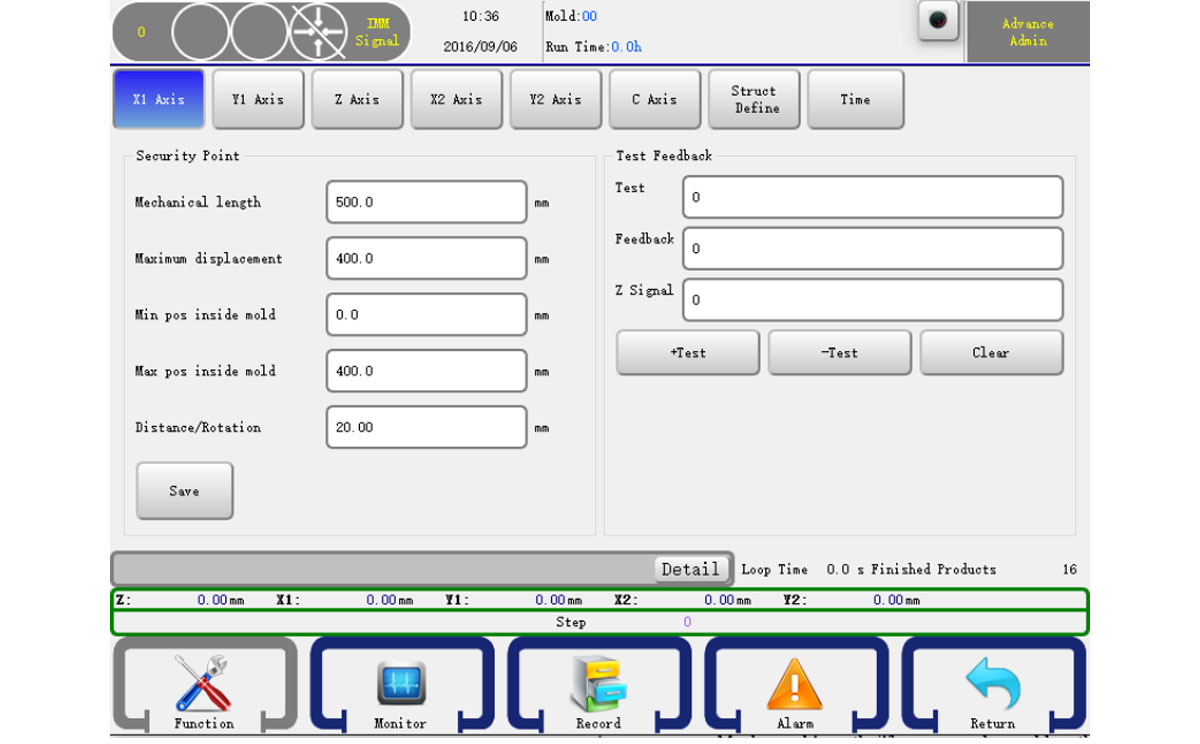
Mechanical Length: The axis mechanical length.
Distance/Rotation: The distance of one rotation of the servo.
You can also set other parameters as 5.4 please press the save button to confirm your change. WARNING: Struct define may cause damage to the machine and personal injury! Please contract the manufacturer.
Click the Maintains item to go into the maintain page, as shown below:
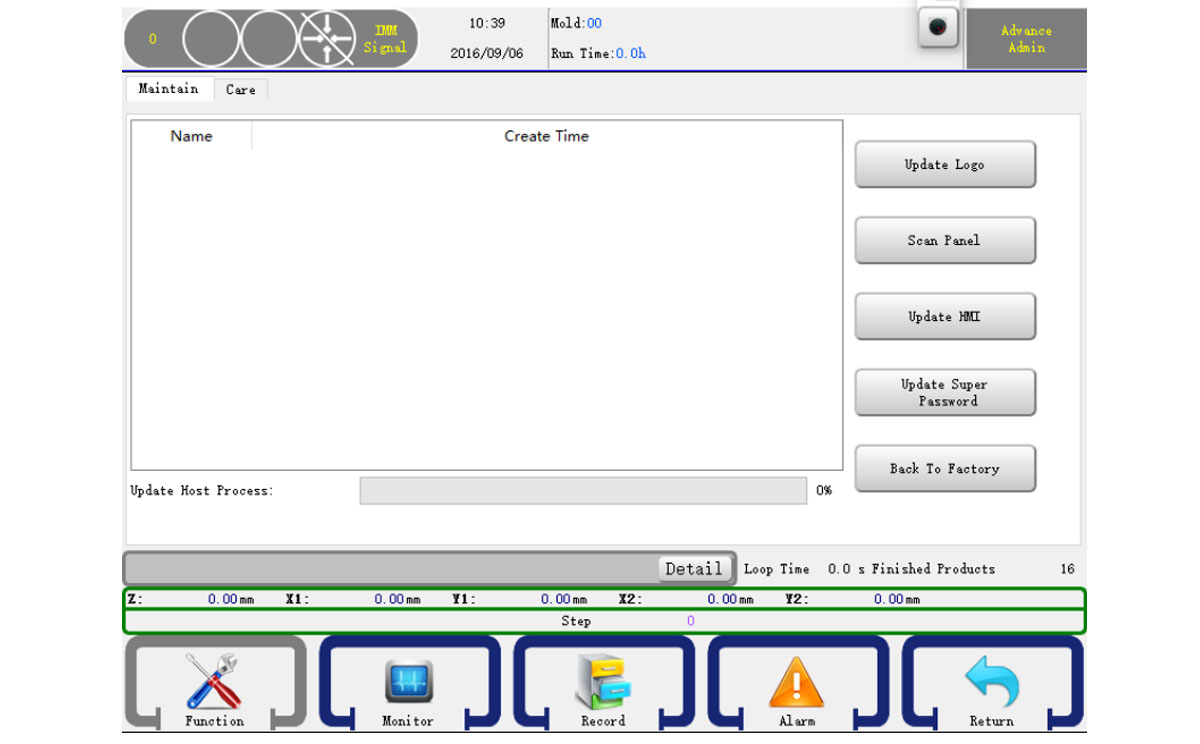
You can update the control panel system by a USB. Put the system update packet to a U disk. Click the Refresh button and wait for a while the page will show the system version if it can check the system update packet from the disk. If it can't, just press the refresh button again or use another U disk. If it check the system update packet, just click the Update button to start update system. After finish will show a message and the system will restart and then you can unplugin your U disk.
SW7522DS
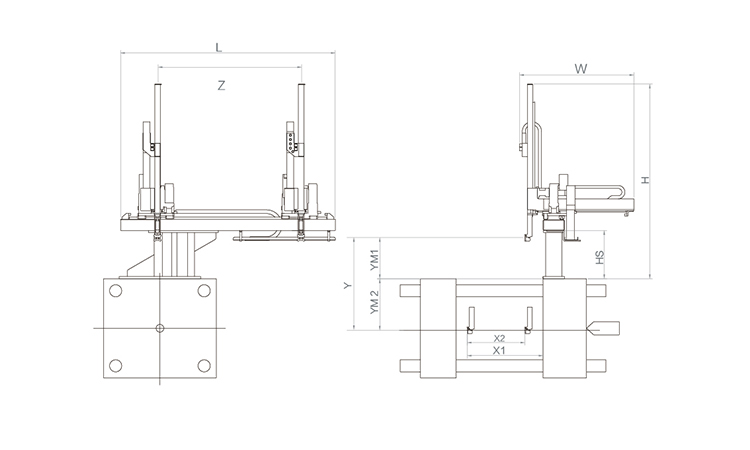
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 1785 | 1680 | 0 | 0 | 2200 | 650 | 1550 | 3120 | 4160 | 2850 | 2830 | 15kg |
|---|
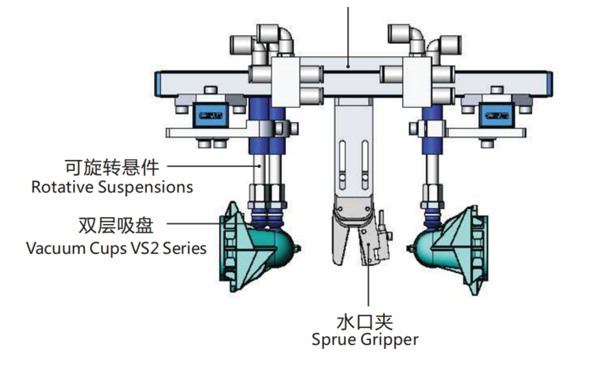
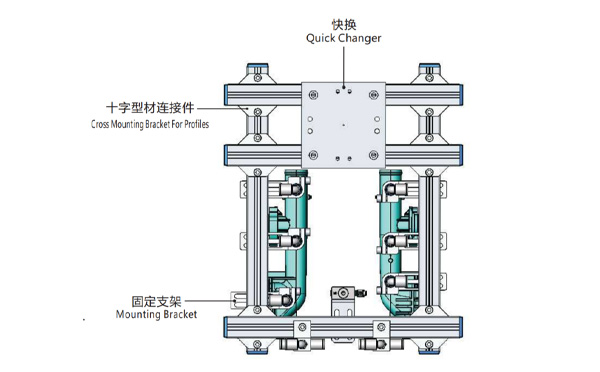
EOAT Assembly Demonstration -- Two Cavities Parts Picking EOAT with Runner Gripping
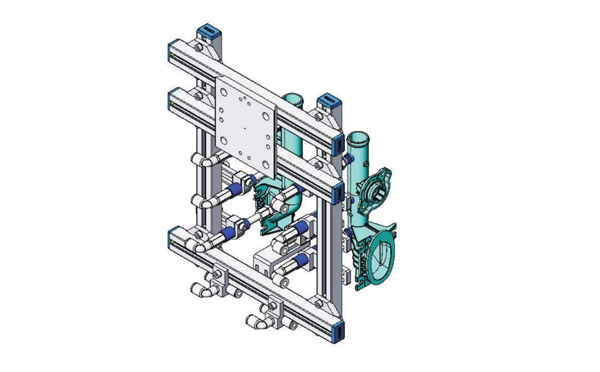
Product Descriptions
Bom List
| Product Name | PN # | Model | Quantity |
|---|---|---|---|
| Quick Changer | 7.Y00175 | QCS-G100 | 1 |
| Sprue Gripper | 8.Y00050 | GR12-12CP | 1 |
| Plugs for Profile | 4.Y00069 | PEP2518 | 10 |
| Cross Mounting Bracket for Profiles | 7.Y00194 | SMBA-2525T | 6 |
| Extruded Profile | 4.Y00455 | PEP2518-1000 | 2 |
| Vacuum Cups VS2 Series | 1.Y03085 | VS2-SA11 | 6 |
| Vacuum Cup Fitting | 7.Y00703 | VM-02-G18 | 6 |
| Rotative Suspensions | 8.Y00061 | VFR1421-G18 | 6 |
| Mounting Bracket | 7.Y00200 | SMBE1-1440T | 6 |
| Connector | 1.Y02510 | APF-M5 | 2 |
| Side Manifold Block | 7.Y00157 | SMB-06M5 | 2 |
| L-Type Threaded HOse Fitting | 1.Y02722 | APL6-01 | 8 |
| Straight Threaded Hose Fitting | 1.Y02725 | APC6-01 | 6 |
What's the Meaning of IML?
IML (In Mould Labeling) is an automation solution of injection molding which is mostly in production of food containers especially the production of containers for dairy products. It's originated from USA and widely used now around the world. An IML system will include the injection molding machine, a mould, an IML robot and other auxiliary machinery. With this system, the robot will put the IML label into the mould to be injected as part of the IML container.
In an IML system, the importance of the injection molding machine, the mold, the IML robot, the label are the key to start a successful IML project. It's possible to start a successful IML project with a suitable injection molding machine, the qualified label, the well designed mold and the right IML robot system. It's very important to have the whole system well tested before delivery.
Since the first IML system put on market in 2009, SWITEK IML had been delivered to clients in more than 43 countries and regions with our largest overseas market in Russian and India. With years' experience of cooperating with the injection molding machine and IML mold makers in China, SWITEK is now the best turn-key IML solutions provider from China to provide you with a price smart turn-key IML Solutions.


