sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
The I/O here is for the input/output signal of the robotic arm, which is for the operators to watch up the communication between the robotic arm and the injection molding machine. It's a reference for you to diagnose what's wrong with the robotic arm either because of the ill wiring or wrong programming. The I/O page together with the alarm history will help you to find a solution of any robotic arm faulty fast.
Click the Monitor menu item in the main menu bar will open the monitor page, as shown below:
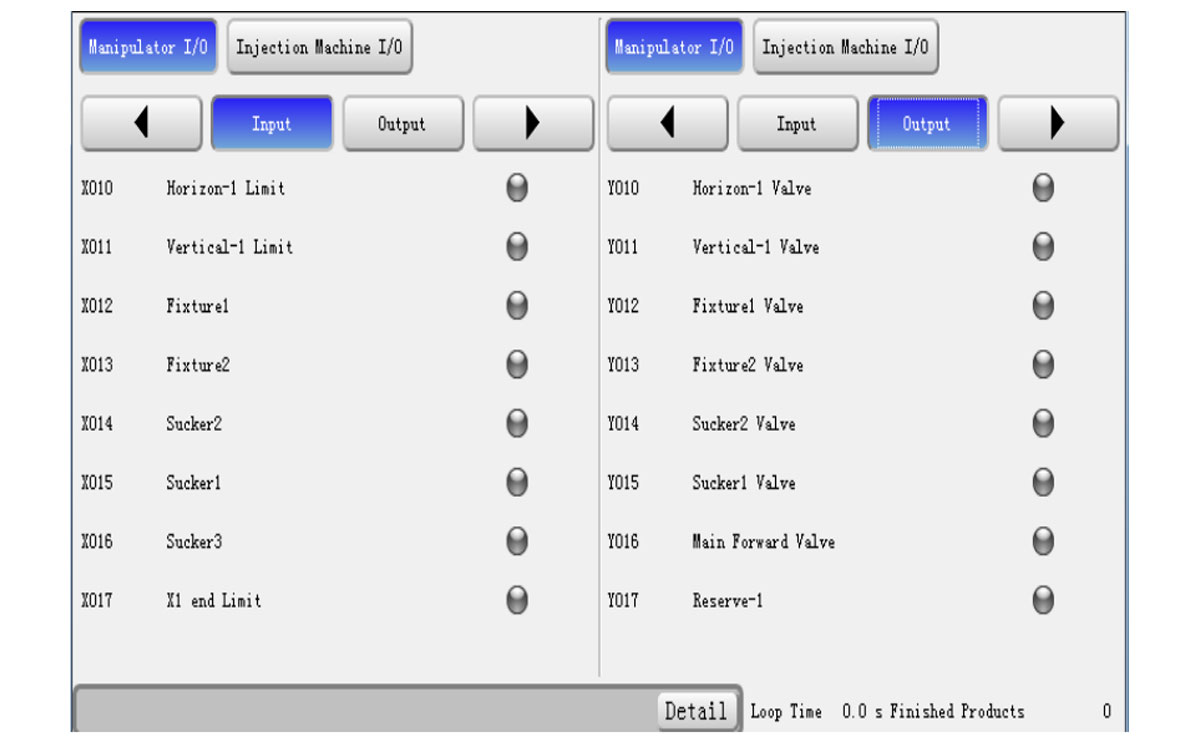
The window is seperated into two parts with the left side and the right side independent. You can view the input and output signal at the same time. Click the Injection Machine I/O button will open the injection molding machine I/O signal monitor.
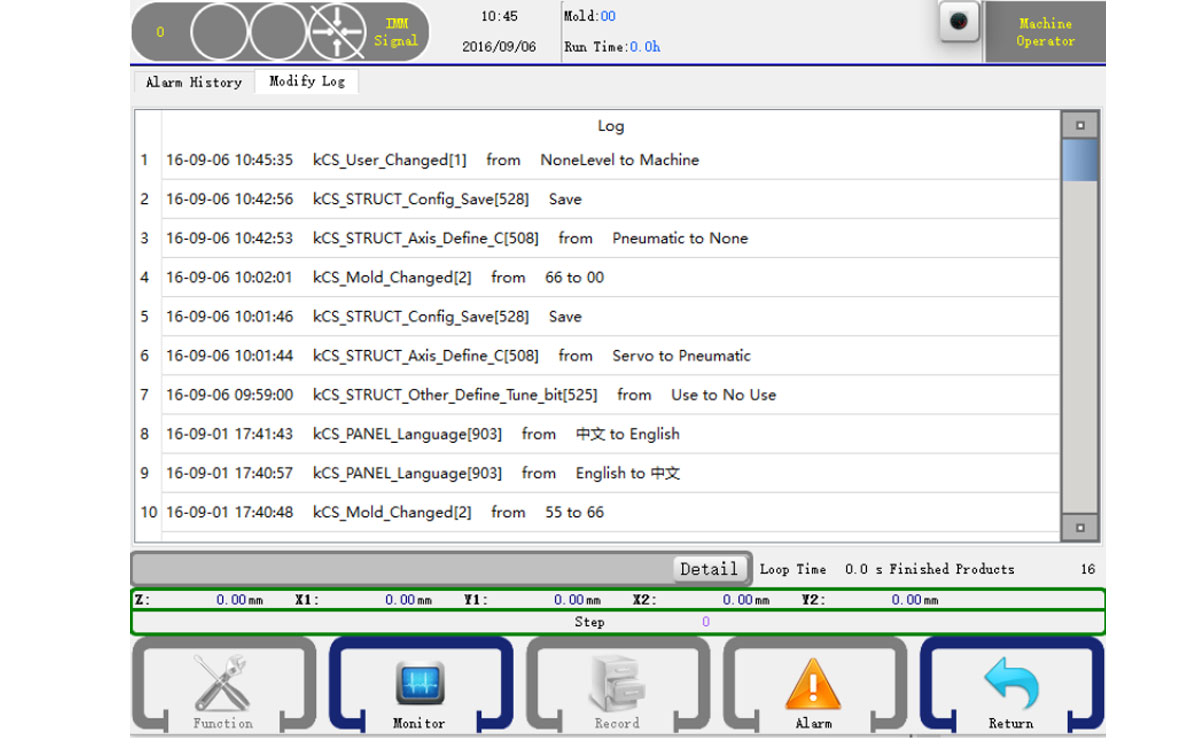
Click the Alarm menu item in the main menu bar will open the alarm history page, as shown below:
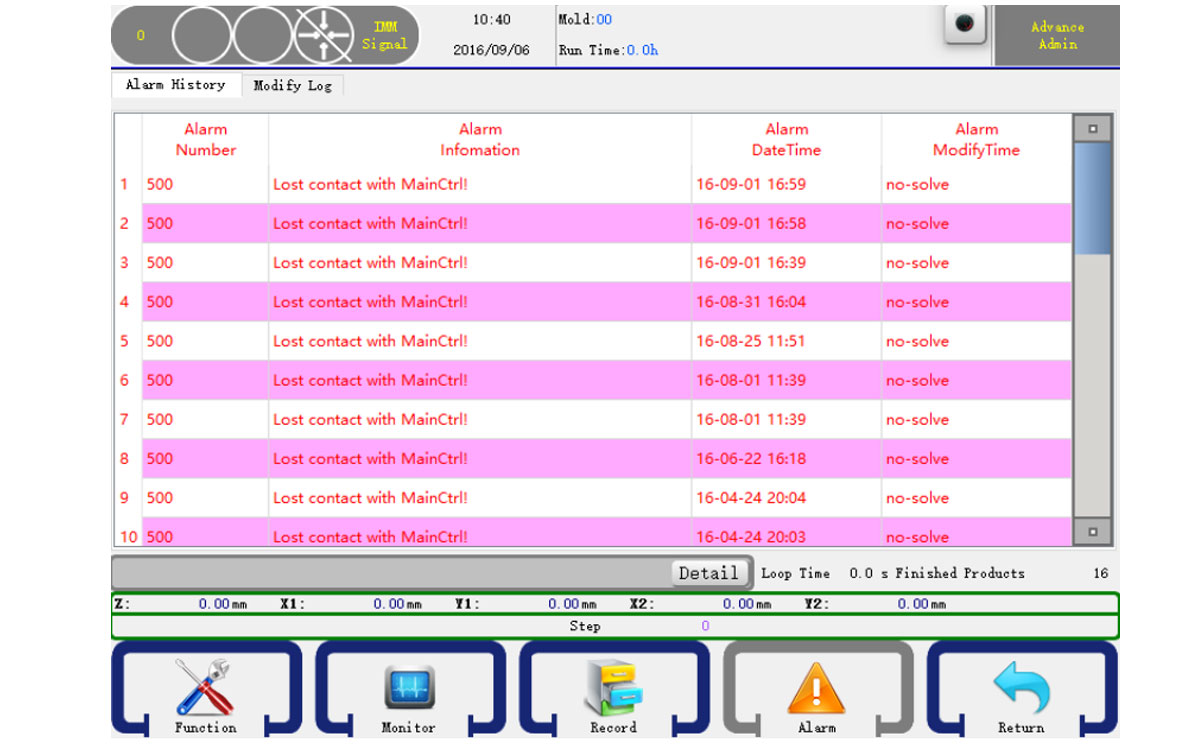
The latest 50 alarm records sill show up in this page.
If the machine has an alarm, click the "detail" button.
| Code | Alarm Information | Alarm Reason |
|---|---|---|
| 1190 | Main upper limit is not both on when Traverse out to in | Z axis traverse from inside security zone to outside security zone, main arm upper limit is off. |
| 1192 | Current position is less than the permit security position | Current position is less than the permit security position |
| 1193 | Current position is larger than the permit security position | Current position is larger than the permit security position |
| 1200 | Confirmation signal's error with Fixture 1 ON | Signal checking error after Fixture 1 ON |
| 1201 | Confirmation signal's error with Fixture 1 OFF | Signal checking error after Fixture 1 OFF |
| 1202 | Confirmation signal's error with Fixture 2 ON | Signal checking error after Fixture 2 ON |
| 1203 | Confirmation signal's error with Fixture 2 OFF | Signal checking error after Fixture 2 OFF |
| 1204 | Confirmation signal's error with Fixture 3 ON | Signal checking error after Fixture 3 ON |
| 1205 | Confnirmation signal's error with Fixture 3 OFF | Signal checking error after Fixture 3 OFF |
| 1206 | Confirmation signal's error with Fixture 4 ON | Signal checking error after Fixture 4 ON |
| 1207 | Confirmation signal's error with Fixture 4 OFF | Signal checking error after Fixture 4 OFF |
| 1208 | Confirmation signal'ss error with Sucker1 ON | Singal checking error after Sucker 1 ON |
| 1209 | Confirmation signal's error with Sucker 1 OFF | Signal checking error after Sucker 1 OFF |
| 1210 | Confirmation signal's error with Sucker 2 ON | Signal checking error after Sucker 2 ON |
| 1211 | Confirmation signal's error with Sucker 2 OFF | Signal checking eror after Sucker 2 OFF |
| 1306 | Please check the standby point Fixture 1 | Fixture 1 must be OFF when standby, Please check. |
| 1307 | Please check the standby point Fixture 2 | Fixture 2 must be OFF when standby, Please check |
| 1308 | Please check the standby point Fixture 3 | Fixture 3 must be OFF when standby, Please check |
| 1309 | Please check the standby point Fixture 4 | Fixture 4 must be OFF when standby, Please check |
| 1310 | Please check the standby point Sucker 1 | Sucker 1 must be OFF when standby, Please check |
| 1311 | Please check the Standby point Sucker 2 | Sucker 2 must be OFF when standby, Please check |
| 1400 | Y-axis is not detected limit when rise | Main arm isn't in the up position in Auto, you should make it origin manually. |
| 1403 | Y2-axis is not detected limit when rise | Sub arm isn't in the up position in Auto, you should make it origin manually |

SW6308S-20
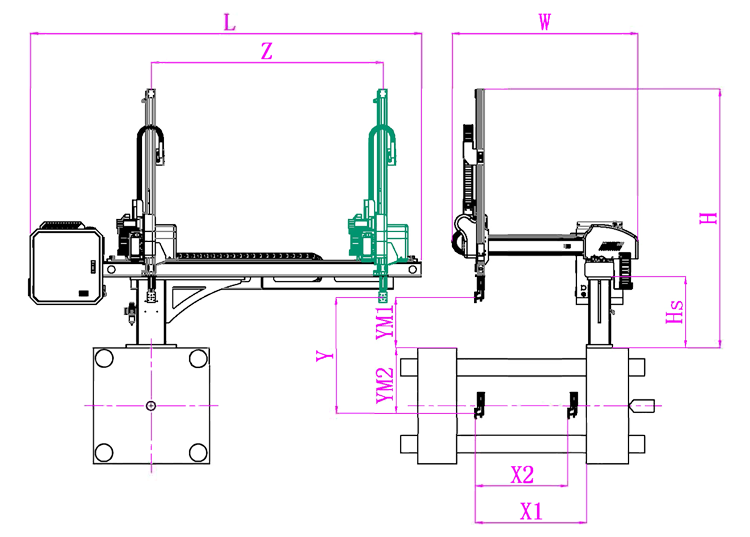
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 980 | 820 | 0 | 0 | 800 | 235 | 565 | 1280 | 2320 | 1500 | 1690 | 3kg |
|---|
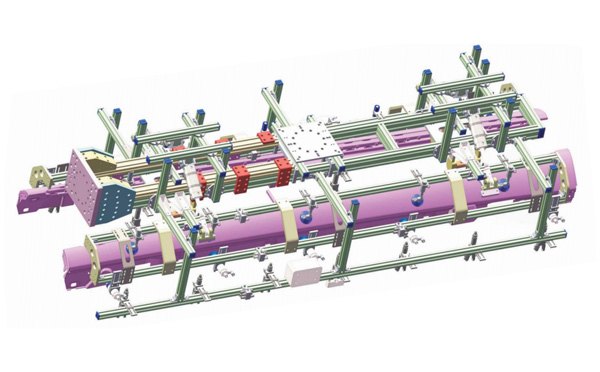
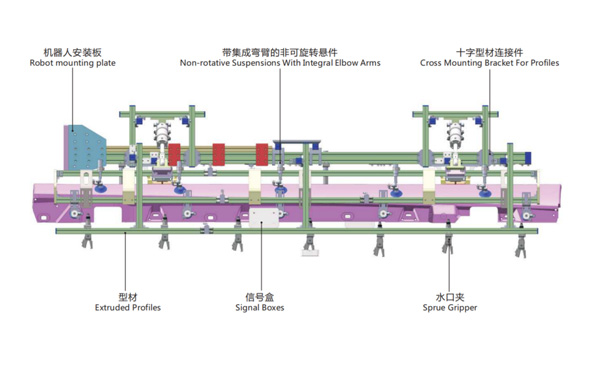
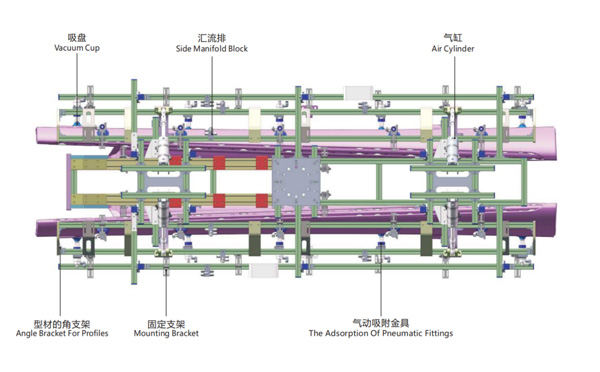
EOAT Assembly Demonstration -- One Cavity Car Threshold Strip Picking EOAT
Product Descriptions
Which Robot is the Best one for Haitian JU1080~JU4000 Two Platen Injection Molding Machine?
Although the clamping force of the 5th generation of Haitian JUPITER series of two platen injection molding machine reached a historical height of 88000kN, the most widely used injection molding machines are still within the range of 10,800kN ~ 40,000 kN in the automotive parts production business. As we can find from the introduction of the Haitian 5th generation JUPITER series injection molding machine, the robot for the injection molding machine will count the new abilities of it:
For the 5th generation of JUPITER series two platen injection molding machine, the robot to recommend is SWITEK SW77 series of 3 axis servo injection robot. With a kick-back design and a payload up to 75kg, the SW77 series of injection robot will provide 30% more of EOAT working space. Further more, with optional extra servo Axis A, B & C, the SW77 series of injection robot will provide more flexibility for the EOAT design of a complex mold, which made it the best robot for injection automation project with a JUPITER injection molding machine.
For free consultation of injection robot selection and injection automation integration, please feel free to contact Adams from SWITEK to get team support of your new injection project.