sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
The SWITEK 3/5 axis servo robotic arm is capable of recording more than 100 programs for different mould design. Here in this chapter we'll show you how to create a new program, backup an existing program and reload the program from a USB key and how will the robotic arm react to the program etc.
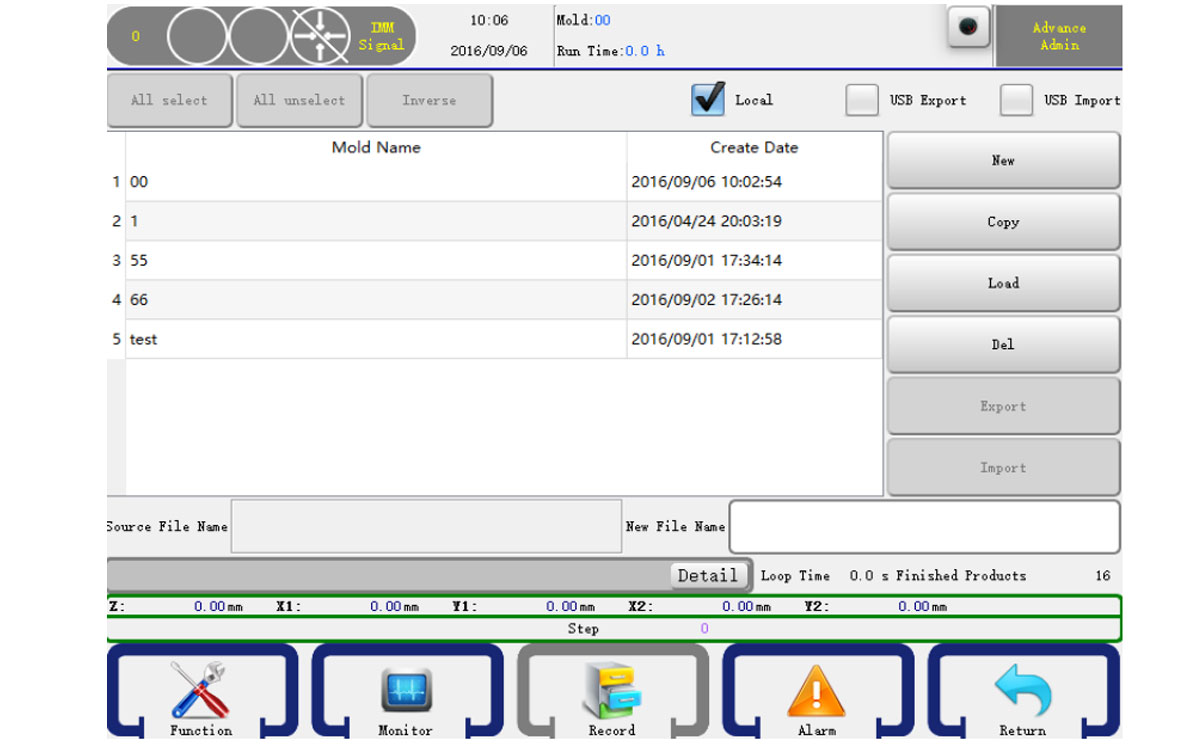
On the stop status and then click the record button on the menu bar to go into the record management page. You can maintain your programs in this page. As shown below:
Turn the knob to the left to go into manual status and then click the teach button on the main menu bar to open the program editor. As shown below:
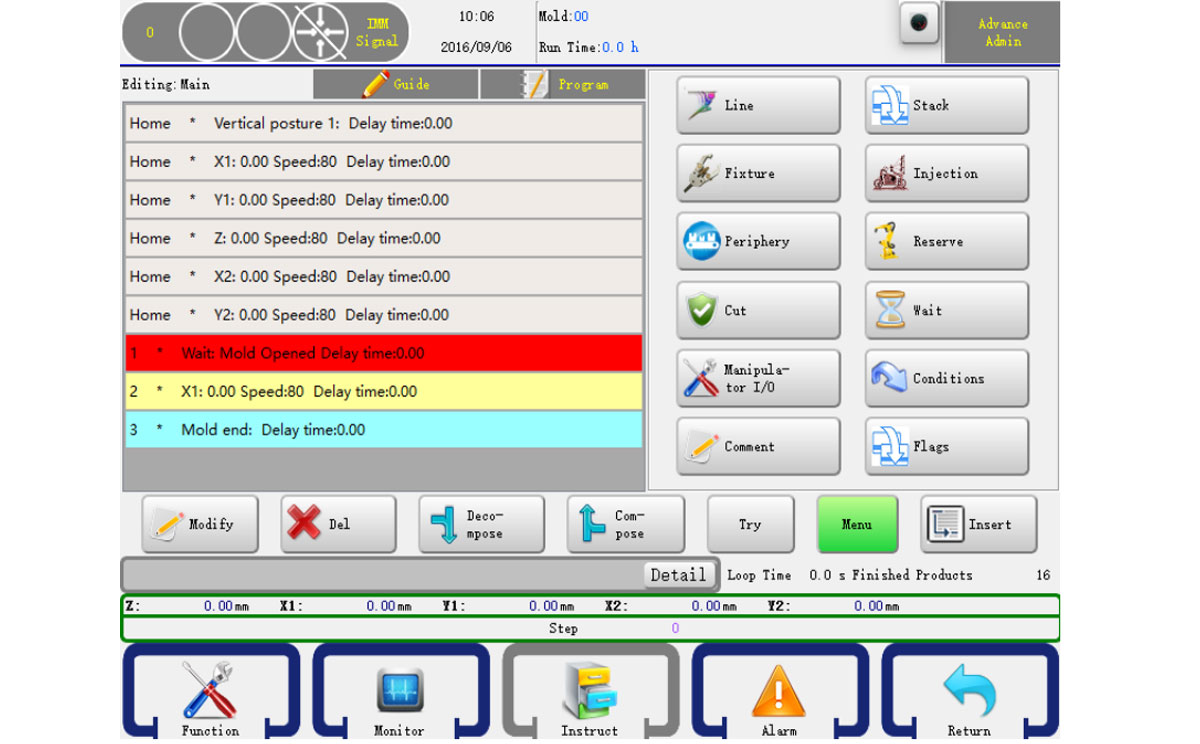
Servo action, Stack action, Fixture action, Injection, Auxiliary action, Reserve action, Check action, Wait action, Series action, Periphery are included in "Instruct" button. Clicking these buttons to edit a progremm. Press "Instruct" to back to menu.
In instruct mode, after selecting the actions you want to combine with, click "Combination" and you will get a same action step which is working at the same time when Auto operation. You can also seperate a combined step into sereral steps by pressing "Break" button.
6.2.1 Servo Action
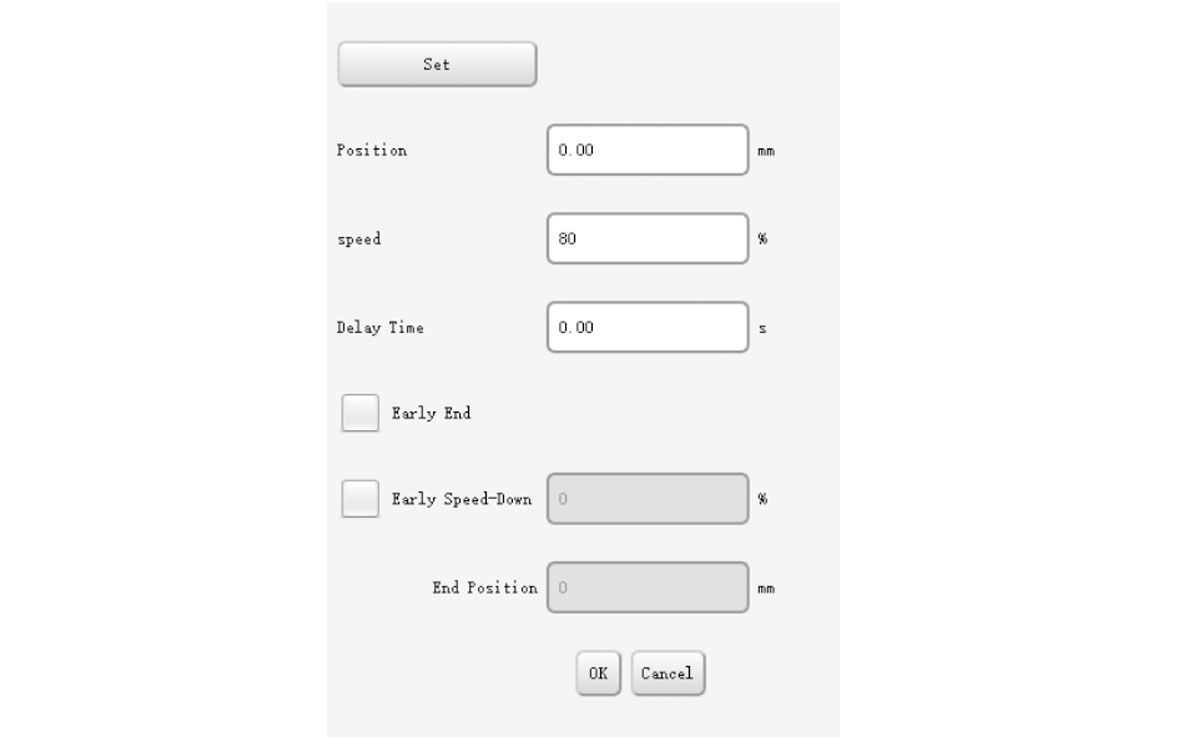
Click the Line button to go into servo action editor, you can set the X1(X2), Y1(Y2), Z, C(Posture) axis status, as shown below:
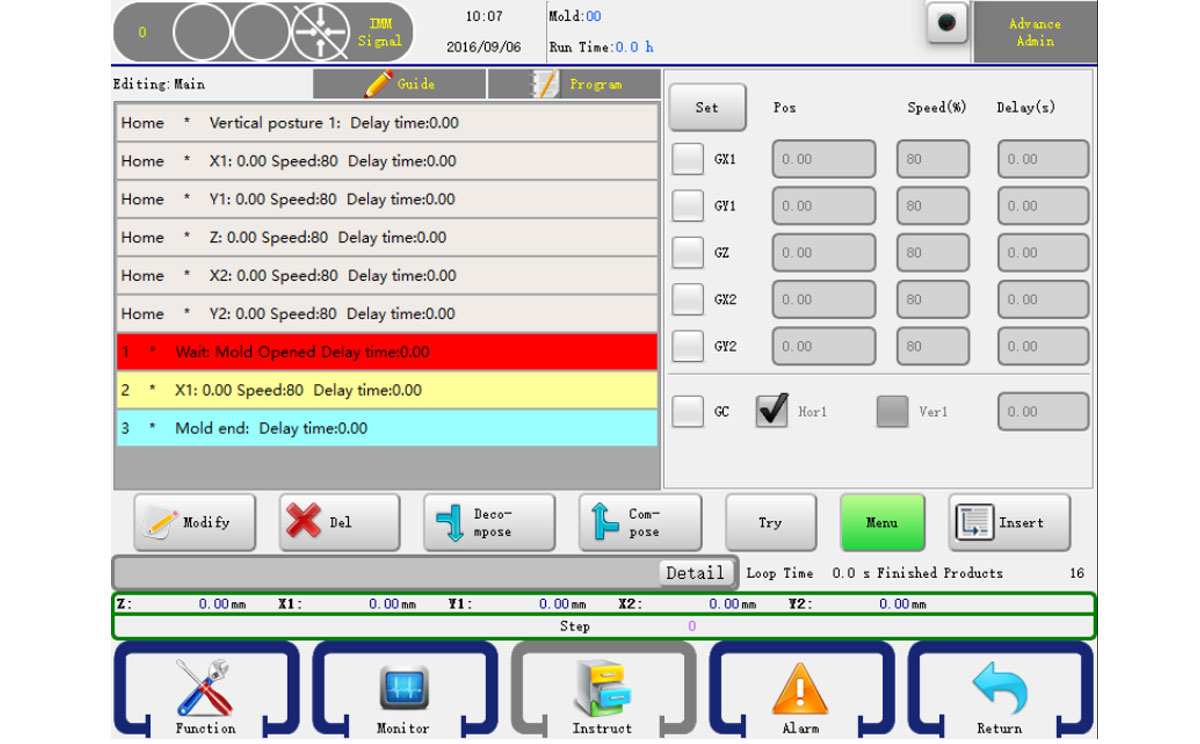
In this page, you can set X1(X2), Y1(Y2), Z axis' position, operating speed and delay time. After clicking the icon √ comes on the left, then set up the parameters of axes, select and click "Insert" button so that the corresponding settings are confirmed and inserted into the program steps.
There are two ways to set the axis position:
6.2.2 Program Starting Point
The six steps are shown as six axes' origin position and pose
Six stpes of [Home] status above, which are default steps status in a new program, can just be edited by click "Edit" to modify the stating position, operating speed and delay time of axes, not be deleted.
6.2.3 Stack Action
Click the Stack button to go into the stact action editor, as shown below:
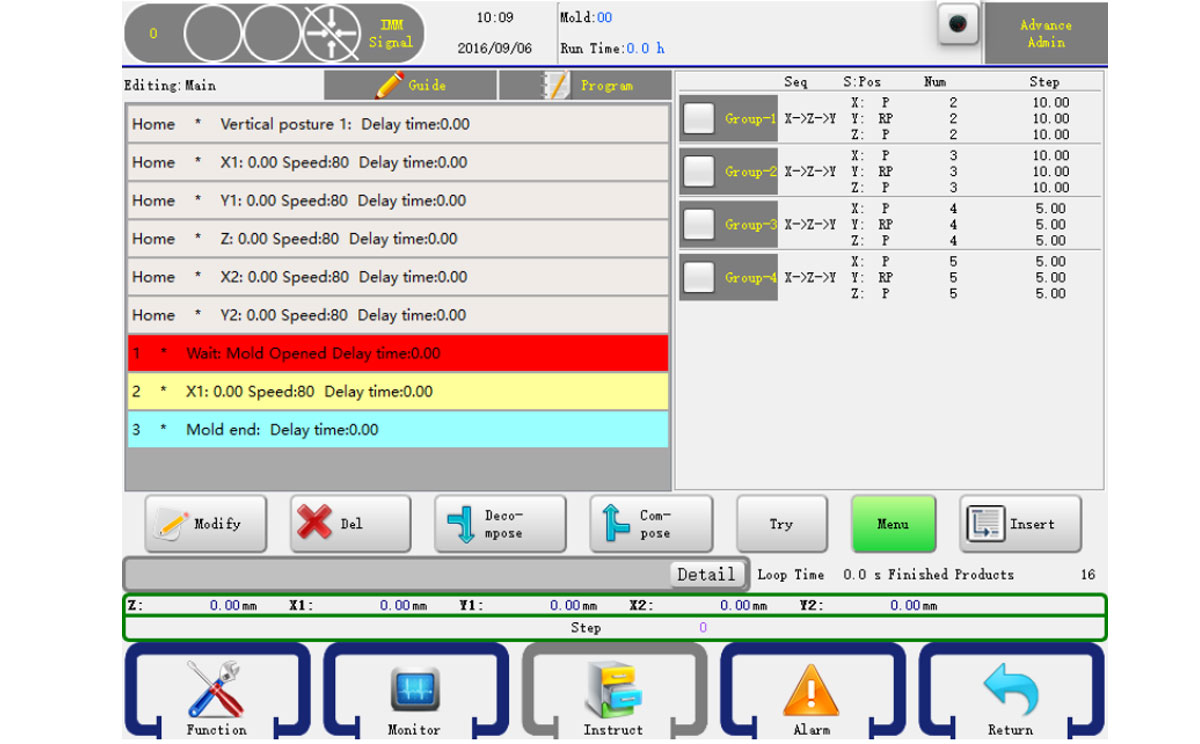
Select the left side of the stack to insert the program group, set the group and then click insert button in front of the stacking step. The robot will stack products as order when Auto operation.
If you want to use the Y axis to stack, you should make sure the stack is inserted before Y-axis is lowering operation.
6.2.4 Fixture Action
Click the Fixture button to go into fixture and sucker action editor, as shown below:
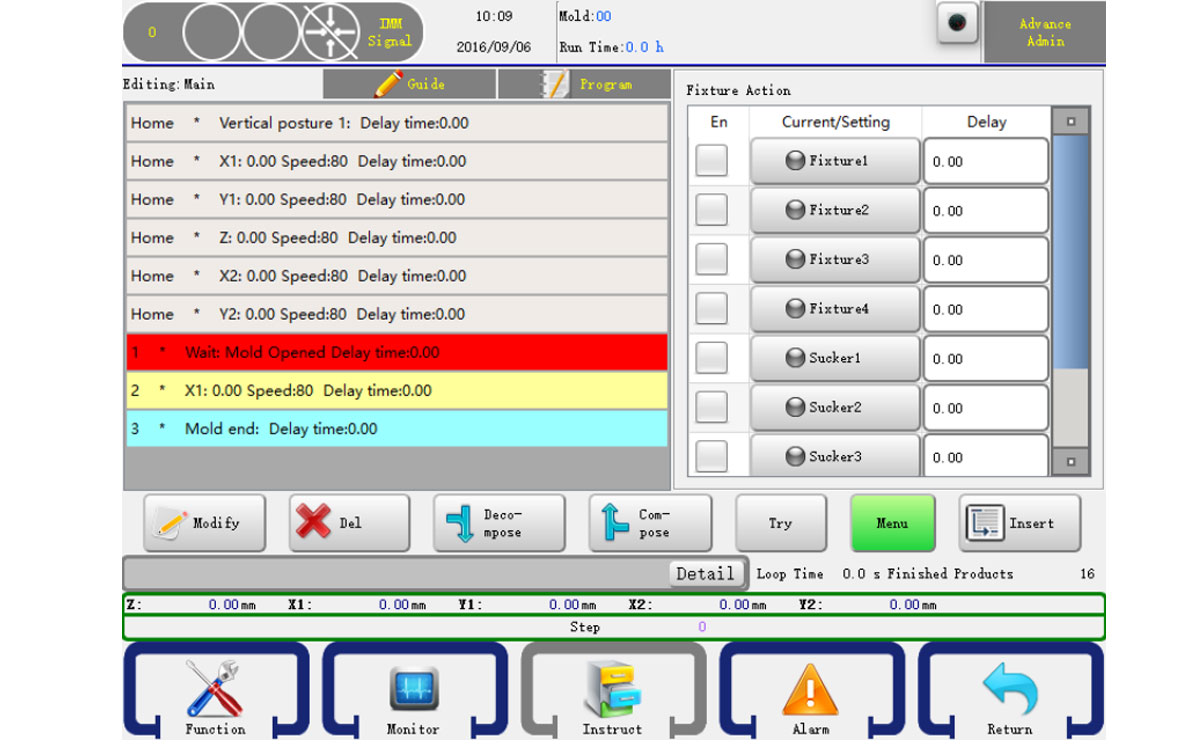
The controller can set four fixtures and two sucker action, clicking the button to be controlled and the indicator turns red when output.Then click on the left so that it becomes √, clicking "Insert" the action step is inserted into the front steps of the selection procedure.
After inserting fixture and sucker action, be sure to insert Check action, or the program does not test their conformation signal. If you do not acknowledge signal, you won't need the Check action. But anyway you'd better have Check action to protect machine.
6.2.5 IMM Action
Click the Injection button to go into injection action editor, as shown below:
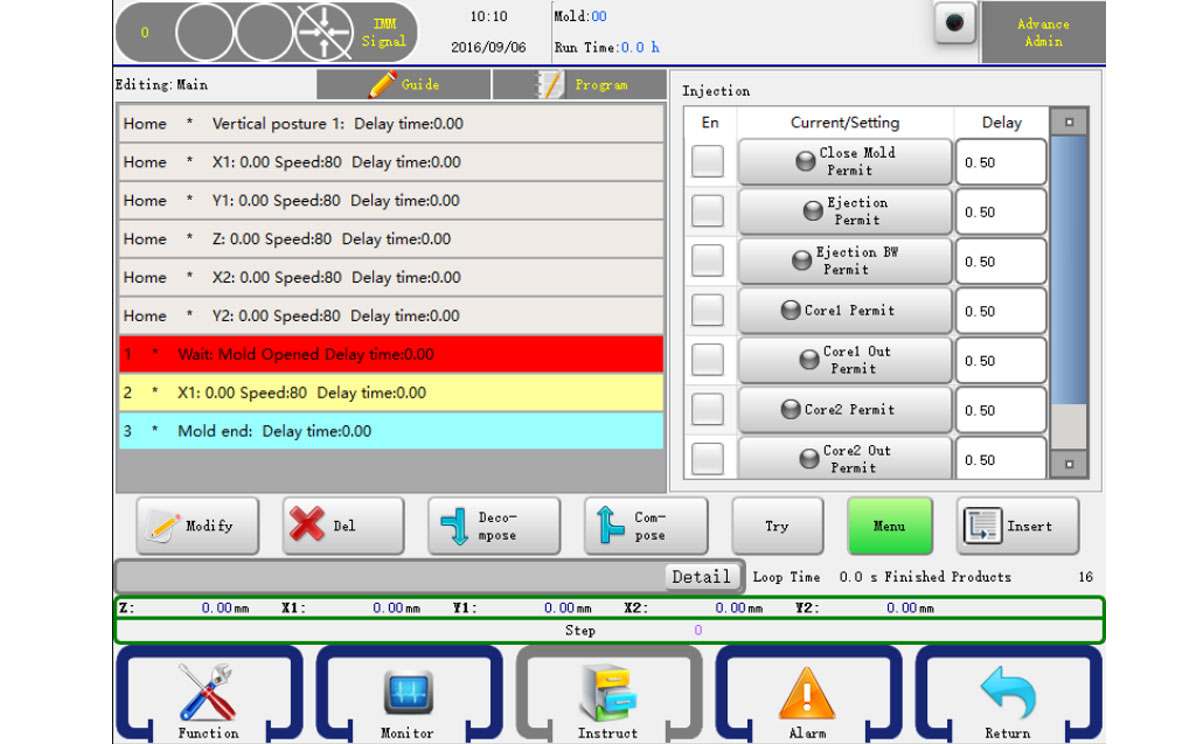
The operation is the same as program fixture action. See 6.2.4.
6.2.6 Auxiliary Action
Click the Auxiliary button to go into periphery action editor, you can find injector, conveyor, reserve point and stack action in this editor, as shown below:
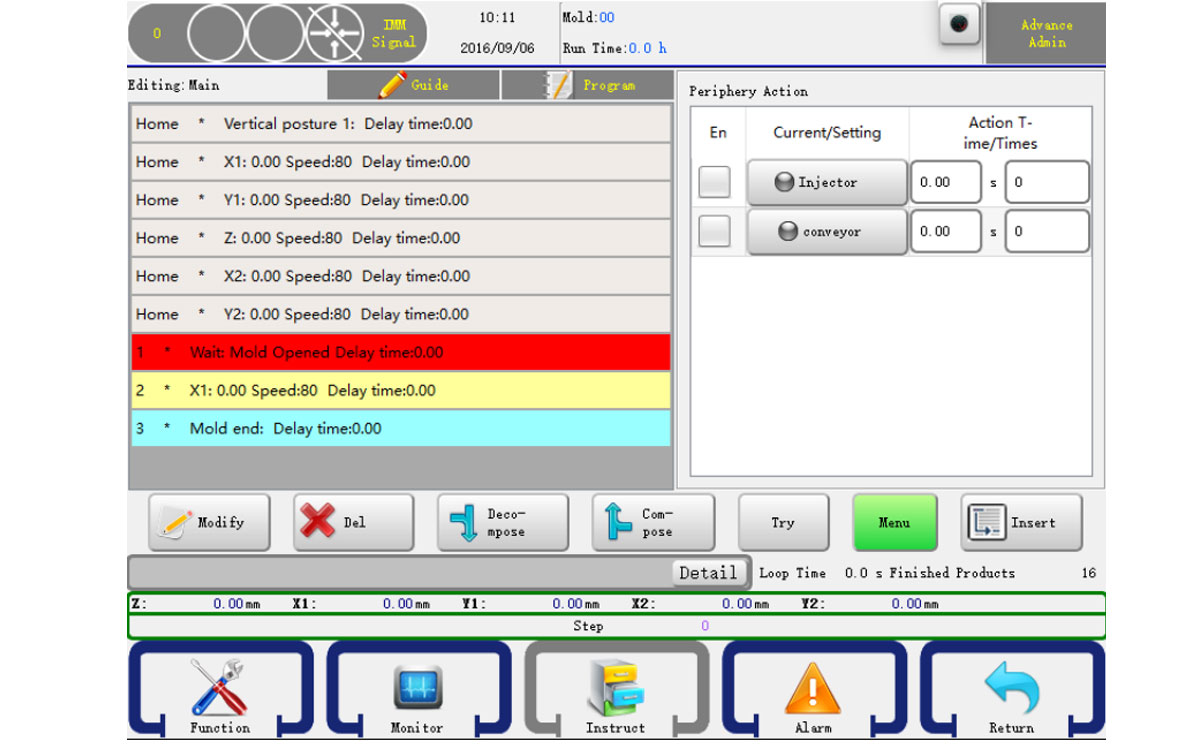
The operation is the same as program fixture action. See 6.2.4
Times: Means how long to execute the action in a cycle.
Delay: Set how many molds in Auto when outpu, maybe every other 1 or two, etc.
6.2.7 Reserve Action
Click the Reserve button to go into action editor. As shown below:

There're four reserves on the system.
Times: Means how long to execute the action in a cycle.
Delay: Set how many molds in Auto when output, maybe every other 1 or two, etc.
6.2.8 Wait Action
Click the wait button to go into wait action editor. This type of action means the program will stop before the input signal you want to wait is on. The editor is as shown below:
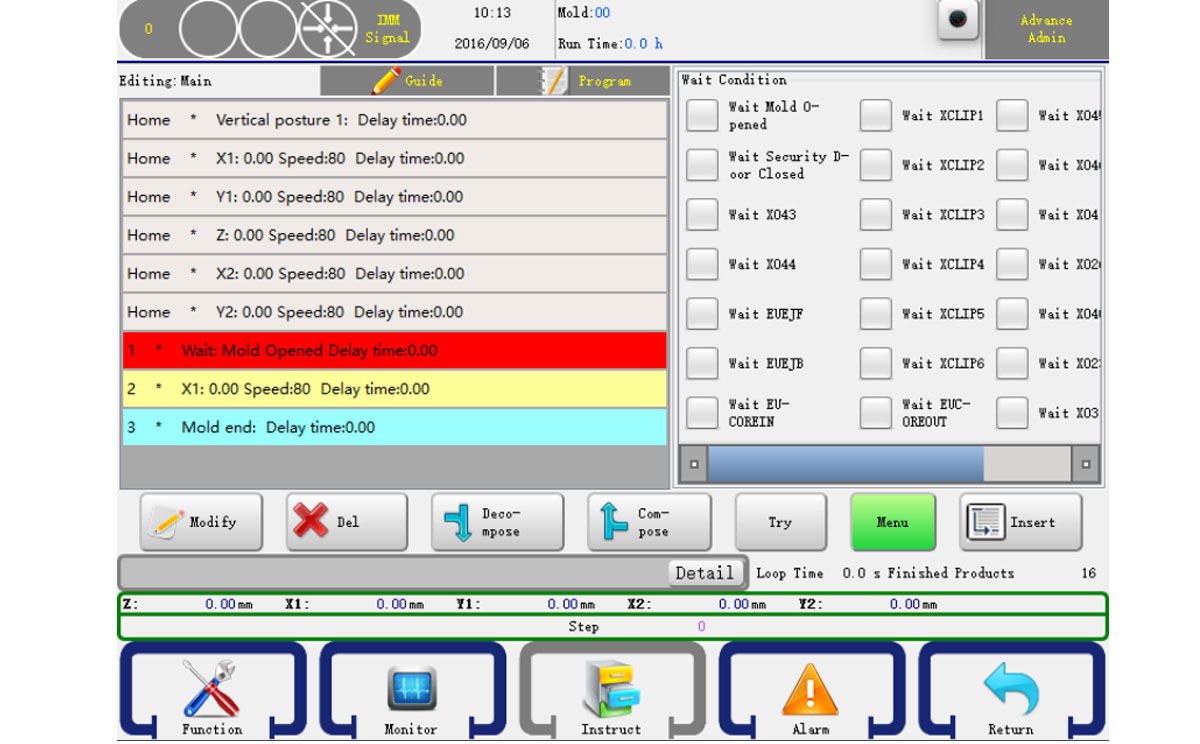
Just check the signal you want to wait and click the insert button to confirm your change.
6.2.9 Comment
Click the Comment button to go into Comment editor. Where you can have some comment on the program.
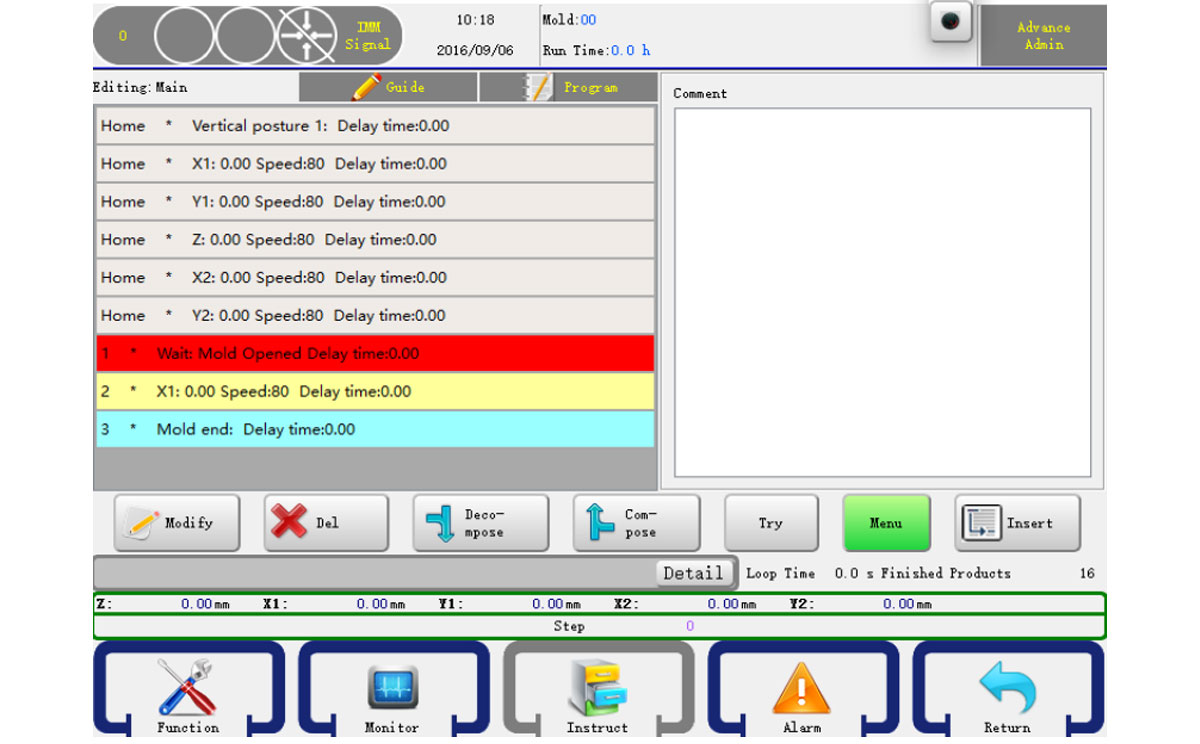
You can use the virture keyboard to input the information.

6.2.10 Conditions
You can also set conditions in your program:
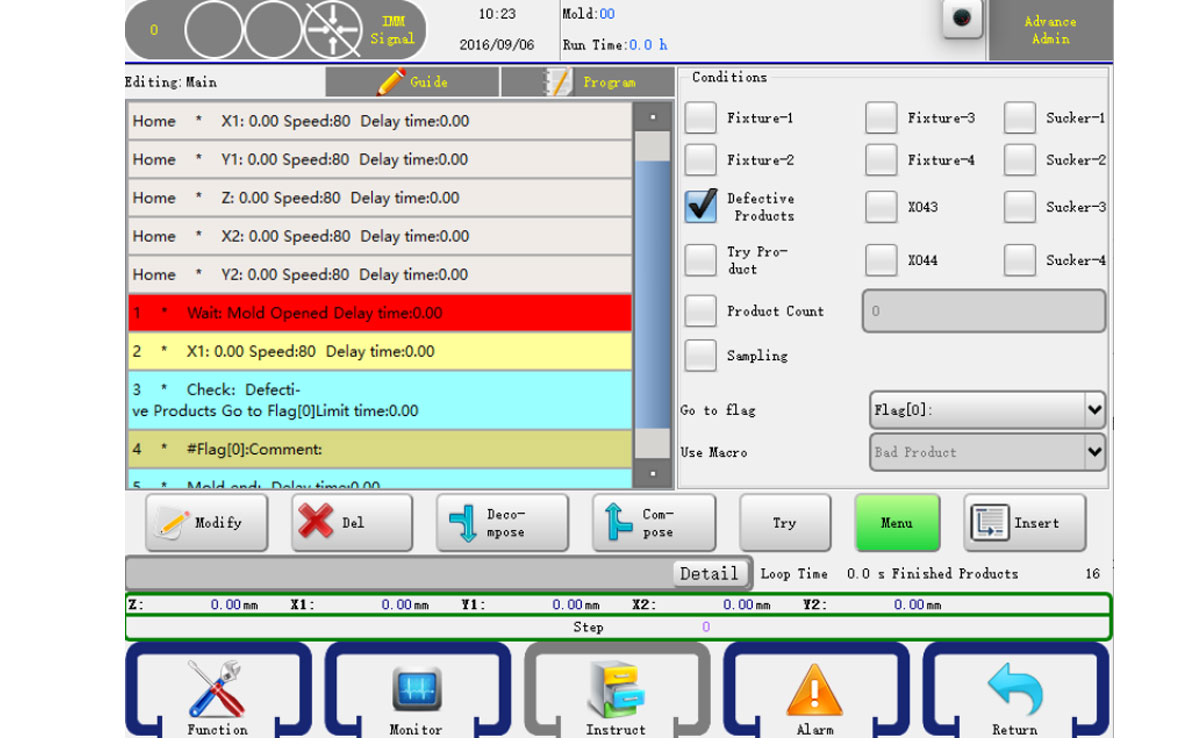
Attention: The program must have a Comment to use the conditions.
6.2.11 Modify Program
Select the step you want to modify and then click the modify button it will open the modify dialog, as shown below:
You can modify the action configure and press OK to confirm.
The following procedure will help you to learn and practice robot programming. In the actual mold robot program, depending on your actual situation and set the servo axis position, and setting the correct sequence with the injection molding machine.
6.3.1 Command
The procedure used to pick products and feed tail, the robot stays at the top of the mold injection molding machine and waits for the mold opened signal. When injection molding machine mold opened, arms go down and pick products and the runner, then drop the runner to the crusher, put donw the product to the conveyor, which moving every mold cycle.
6.3.2 Actions
> Turn to auto-mode.
> Arms run to start point waiting for mold opened signal.
> Suck1 for product, fixture 1 for runner.
> Arms go outside injection molding machine, and enable the mold close signal.
> Release runner.
> Put down the product the conveyor and start moving for 3 seconds.
> Arms return to waiting position.
6.3.3 Program
Home X1: 0.0 Speed: 30 Delay time: 0.00
Home Y1: 0.0 Speed: 30 Delay time: 0.00
Home Z: 0.0 Speed: 30 Delay time: 0.00
Home X2: 0.0 Speed: 30 Delay time: 0.00
Home Y2: 0.0 Speed: 30 Delay time: 0.00
Home Vertical Posture Delay time: 0.00

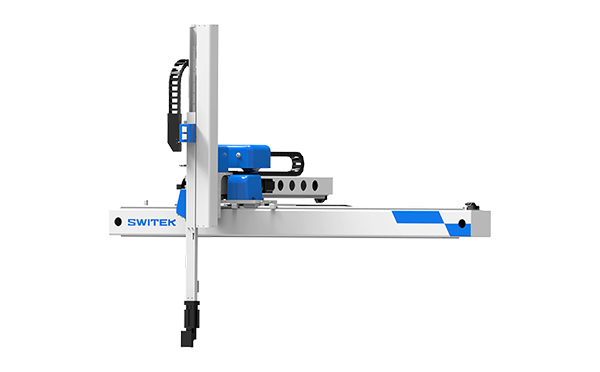
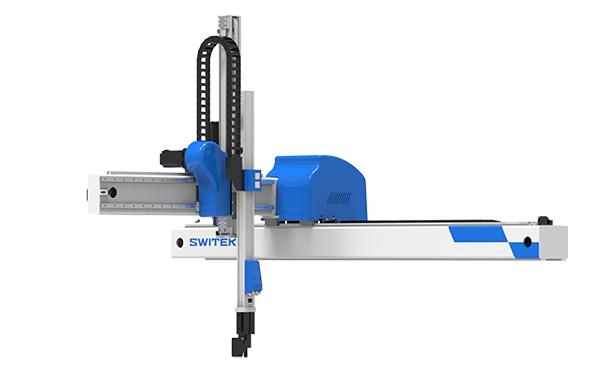
SW6310D-20
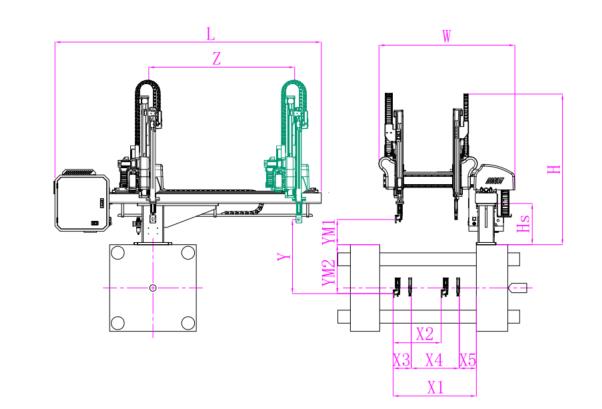
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 740 | 640 | 140 | 415 | 1000 | 235 | 765 | 1650 | 2640 | 1500 | 1580 | 3kg |
|---|
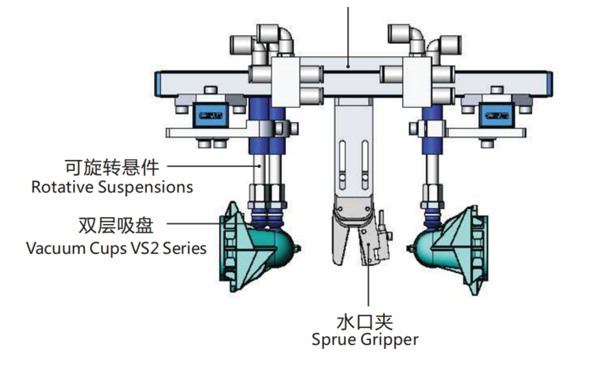
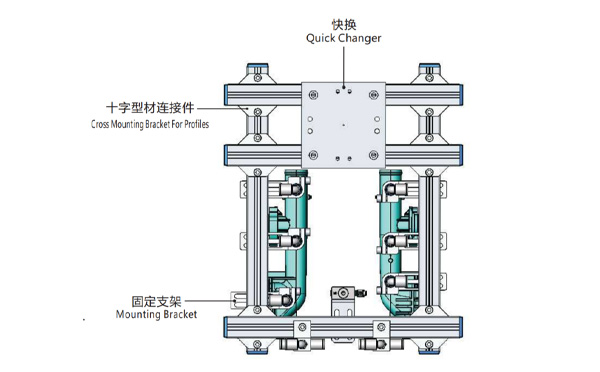
EOAT Assembly Demonstration -- Two Cavities Parts Picking EOAT with Runner Gripping
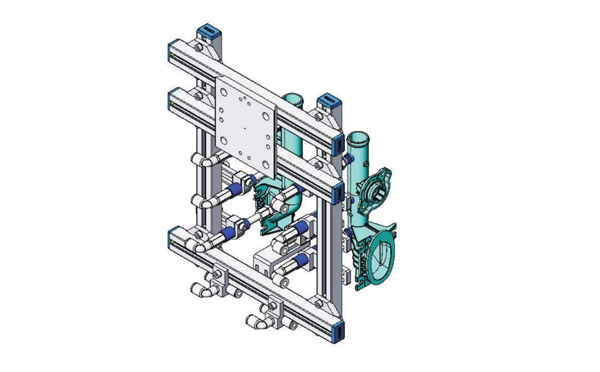
Product Descriptions
Bom List
| Product Name | PN # | Model | Quantity |
|---|---|---|---|
| Quick Changer | 7.Y00175 | QCS-G100 | 1 |
| Sprue Gripper | 8.Y00050 | GR12-12CP | 1 |
| Plugs for Profile | 4.Y00069 | PEP2518 | 10 |
| Cross Mounting Bracket for Profiles | 7.Y00194 | SMBA-2525T | 6 |
| Extruded Profile | 4.Y00455 | PEP2518-1000 | 2 |
| Vacuum Cups VS2 Series | 1.Y03085 | VS2-SA11 | 6 |
| Vacuum Cup Fitting | 7.Y00703 | VM-02-G18 | 6 |
| Rotative Suspensions | 8.Y00061 | VFR1421-G18 | 6 |
| Mounting Bracket | 7.Y00200 | SMBE1-1440T | 6 |
| Connector | 1.Y02510 | APF-M5 | 2 |
| Side Manifold Block | 7.Y00157 | SMB-06M5 | 2 |
| L-Type Threaded HOse Fitting | 1.Y02722 | APL6-01 | 8 |
| Straight Threaded Hose Fitting | 1.Y02725 | APC6-01 | 6 |
For a Bucket Injection Production System with Haitian Jupiter Series Two Platens Injection Molding Machine, which Robot is the Best for It?
JU4500 is a medium sized two platen hydraulic injection molding machine by Haitian group with a clampling force of 4500kN. As a two platen injection molding machine it has a much shorter body length and is an ideal choice for the production of deep cavity products such as buckets etc., below is the general parameters of it:
For a bucket production project with JU4500 we have two recommendation, one is for the production of the plain bucket which the robot will do the picking and stacking only, the robot to recommend is SWITEK 3 axis servo injection robot SW6712DS-20 which has a payload of 6kg and is an ideal choice for the picking and stacking of the buckets; the other is a bcket production project with IML, which the robot will not only pick and stacking the bucket but also have the label put into the mold, the robot to recommend is SWITEK SW7312DS, with kick-back design, it'll will provide more space for the EOAT.
For more information about robot selection for Haitian injection molding machine please contact Adams from SWITEK to get a professional advisory of robot selection for your injection automation solutions.