
sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
Keywords:Panasonic A6 Servo Motor, Panasonic A6 Servo Motor Driver, Panasonic A6 Servo Motor setting instruction
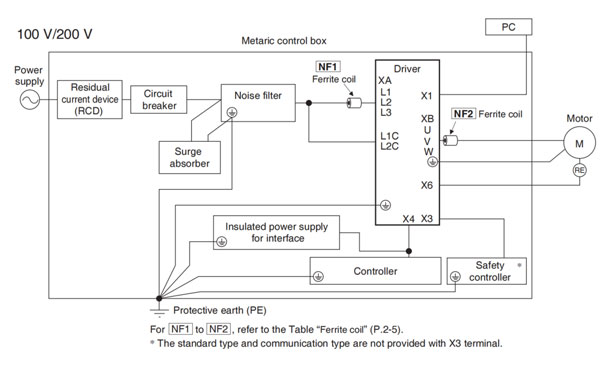
Conformance to international standards, the Panasonic A6 series of AC servo motor and driver must be composited with peripheral equipments in different environment. Here in this chapter we're discussing the wiring of the Panasonic A6 servo motor and driver with conformance to different international standards.
Use the servo driver in the environment of Pollution Degree 1 or 2 prescribed in IEC-60664-1 (e.g. Install the driver in control panel with IP54 protection structure.)
| Symbol *1 | Cable Name | Amp. frame symbol | Option part No. | Manufacturer's part No. | Manufacturer | Qty. |
|---|---|---|---|---|---|---|
| NF1 | Power Cable | (100V)C (200V)C, D | DV0P1460 | ZCAT3035-1330 | TDK Corp. | 0 |
| (100 V)A, B (200 V)A, B, E | 1 | |||||
| NF2 | Motor cable | (100 V)A, B, C (200 V)A, B, C, C, E | 1 | |||
| (200 V)F | 2 |
*1 For symbols, refer to the Block Diagram "Installation Environment" (P. 2-4).
*2 The number of turns are 0.
Remarks → To connect the noise filter to the connector XB connection cable, adjust the sheath length at the tip of the cable, as required.
Caution → Fix the ferrite coil in order to prevent excessive stress to the cables.
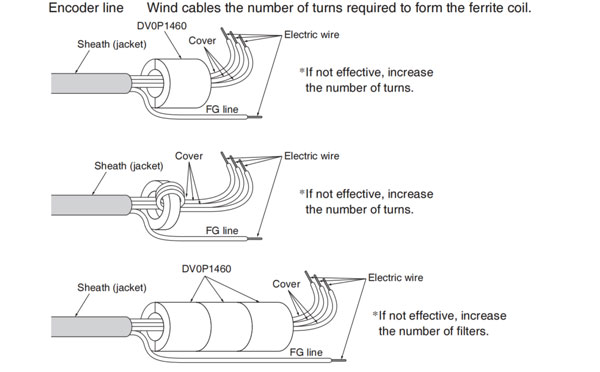
<Attaching ferrite coil>
Single wire -- Wind cables the number of turns required to form the ferrite coil.
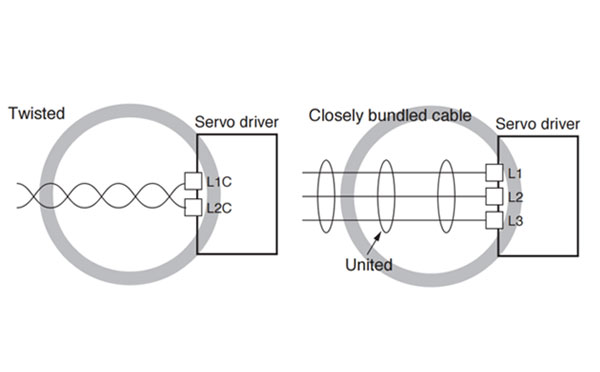
Power wire -- If sheathed (jacketed): remove the sheath (jacket) to the length so that wires (L1, L2, L3) can be wound on the ferrite coil (including power line dedicated filter). For effective noise reduction capability, L1, L2 and L3 should be wound together. If not effective, increase the number of signal noise filters (including power line dedicated filters). (See figure below.)
Motor line -- When installing the ferrite coil (including motor line dedicated filter) to our optional cable, remove the sheath (jacket) to the length so that wires can be wound on the ferrite coil (including power line dedicated filter). For effective noise reduction capability, U, V and W should be wound together. If not effective, increase the number of ferrite coils (including power line dedicated filters). (See figure below.)
Encoder line -- Wind cables the number of turns required to form the ferrite coil.
Caution → Use options correctly after reading Operating Instructionsof the options to better undersstand the precautions. Take care not to apply excessive stress to each optional part.
| 100V type: (A to C-frame) | Single phase, 100V +10%/-15% to 120V +10%/-15% 50Hz/60Hz |
| 200V type: (A to D-frame) | Single/3-phase, 200V +10%/-15% to 240V +10%/-15% 50Hz/60Hz |
| 200V type: (E to F-frame) | 3-phase, 200V +10%/-15% to 240V +10%/-15% 50Hz/60Hz |
Remarks →
Install a circuit breaker which complies with IEC standard Standards and UL recognized (Listed and  marked) between power supply and noise filter.
marked) between power supply and noise filter.
The short-circuit protection circuit on the product is not for protection of branch circuit.
The branch circuit should be protected in accordance with NEC and the applicable local regulations in your area.
| Optional part No. | Voltage specifications for driver | Manufacturer's part No. | Applicable driver (frame) | Manufacturer |
|---|---|---|---|---|
| DV0P4170 | Single phase 100 V/200 V | SUP-EK5-ER-6 | A, B-frame | Okaya Electric Ind. |
| DV0PM20042 | 3-phase 200 V | 3SUP-HU10-ER-6 | A, B-frame | |
| Single phase 100 V/200V 3-phase 200 V | C-frame | |||
| DV0P4220 | Single/3-phase 200 V | 3SUP-HU30-ER-6 | D-frame | |
| DV0PM20043 | 3-phase 200 V | 3SUP-HU50-ER-6 | E-frame | |
| DV0P3410 | 3-phase 200 V | 3SUP-HL50-ER-6B | F-frame |
Remark →
| Option part No. | Voltage specifications for driver | Manufacturer's part No. | Manufacturer |
|---|---|---|---|
| DV0P1450 | 3-phase 200 V | R.A.V-781BXZ-4 | Okaya Electric Ind. |
| DV0P4190 | Single phase 100 V/200 V | R.A.V-781BWZ-4 |
Remarks → When performing without voltage test of machine and equipment, be sure to remove the surge absorber; otherwise, it will be damaged.
Install a residual current device (RCD) at primary side of the power supply.
Select a RCD of type. B prescribed in IEC60947-2, JISC8201-2-2
 ) of the driver, and the ground terminal (PE) of the control panel. ) must not be shared with other equipment. Two ground terminals are provided.
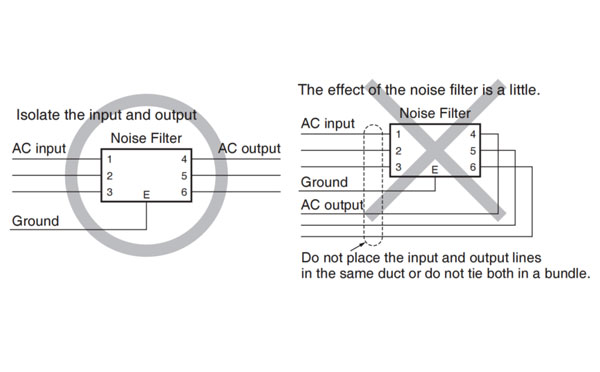
) of the driver, and the ground terminal (PE) of the control panel. ) must not be shared with other equipment. Two ground terminals are provided. If there is a gap at cable inlet/outlet, mounting hole of operation panel or a door, radio waves will penetrate into or radiate out through the gap. To prevent unfavorable conditions due to radio frequency activities, observe the following control board design and selection instruction.
When noise is applied to the control input/output, it causes displacement andd malfunctioning of I/O signal.
Note → For driver and applicable peripheral equipments, refer to P.2-10 "Driver and List of Applicable Peripheral Equipments". Cuation → Use options correctly after reading Operating Instructions of the options to better understand the precautions. Take care not to apply excessive stress to each optional part.
SW6710DS-20
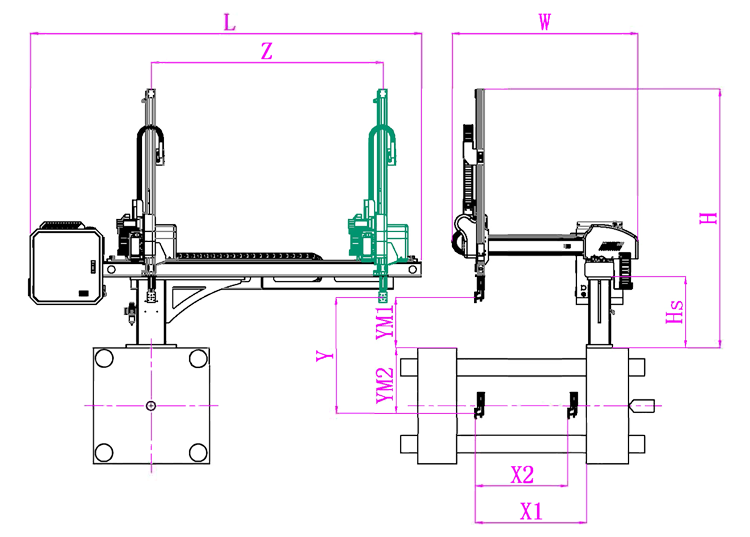
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 1025 | 840 | 0 | 0 | 1000 | 475 | 525 | 1750 | 2780 | 1610 | 1930 | 8kg |
|---|
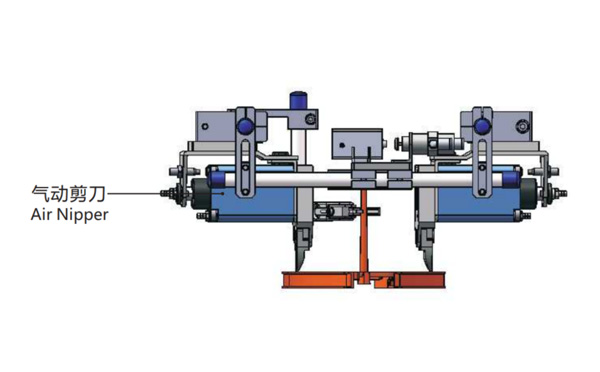
EOAT Assembly Demonstration -- Two Cavities Parts Picking EOAT with Runner Cutting by Air Nipper
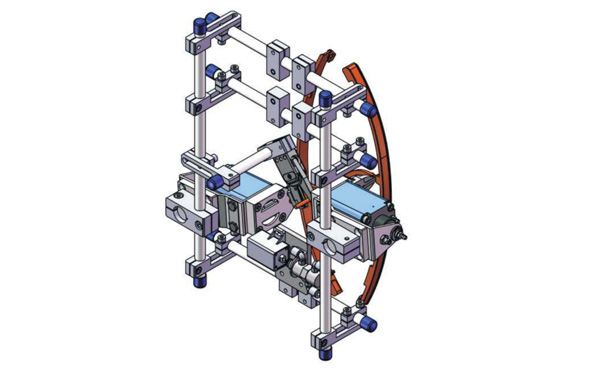
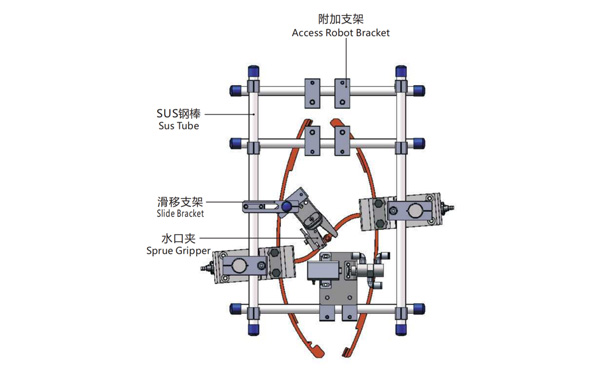
Product Descriptions
Bom List
| Product Name | PN # | Model | Quantity |
|---|---|---|---|
| Sus Tube | 4.Y00021 | PST12-1500 | 2 |
| Air Nipper | 1.Y00004 | GT-NY25 | 2 |
| Straight Blades for Plastic | 1.Y00037 | NY25AJ | 2 |
| Fixing Block | 7.Y00633 | SCE2-25 | 2 |
| Tube Plugs | 1.Y03638 | PST12-1500 | 11 |
| Cross Connector | 7.Y00027 | SMBT-2012 | 2 |
| Access Robot Bracket | 7.Y00002 | SMBH1-12M6 | 6 |
| L-Type Thread Hose Fitting | 1.Y02809 | APL6-M5 | 3 |
| Slide Bracket | 7.Y00004 | SCF4-1240W16 | 7 |
| Slide Bracket | 7.Y00001 | SMBS-12T16 | 7 |
| Sprue Gripper | 8.Y00091 | GR12-12-CN | 1 |
| Cross Connector | 7.Y00020 | SMBT-1212 | 1 |
Systec 350/720-1450 SP is an excellent high speed hydraulic injection molding machine by Sumitomo-Demag and warmly welcomed in the caps producing business. In a 32 cavities caps injection project, a 3 axis servo injection robot is wanted for the parts picking. Which one would be perefect for it?
SW7312DS is a kick-back design 3 axis servo injection robot for injection molding machine 350-650T wiht a payload up to 8kg. With excellent rigidity and stability, it had been popular in projects of closure picking, preform picking and handle picking etc. Is one of the best 3 axis servo injection robot for Demag Systec 350/720-1450 SP in caps injection project as the parts picking robot.


