sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
About the Golden Eagle High Speed Injection Molding Machine GEK338W/GS
The GEKW/GS series of injection molding machine is the high speed injection molding machine produced by ZheJiang Golden Eagle Plastic Machinery Co., Ltd. for the high speed of the thin-wall containers with/without IML labeling. And the GEK338W/GS is an injection molding machine of the series with a clamping force of 3380kN and injection rate up to 600g/s, which is an ideal injection molding machine for the production of thin-wall IML containers with height <130mm.
The Specification of Golden Eagle GEK338W/GS
| Name | Unit | Value | ||||||
|---|---|---|---|---|---|---|---|---|
| Screw Diameter | mm | 52 | ||||||
| Theoretical Shot Volume | cm3 | 551 | ||||||
| Injection Weight (PP) | g | 397 | ||||||
| Injection Pressure | Mpa | 166 | ||||||
| Plasticizing Capacity | g/s | 42 | ||||||
| Injecdtion Rate | g/s | 600 | ||||||
| Clamping Force | kN | 3380 | ||||||
| Mold Stroke | mm | 540 | ||||||
| Space Between Tie Bars | mm | 625 x 615 | ||||||
| MAX.Mold Thickness | mm | 620 | ||||||
| MIN. Mold Thickness | mm | 250 | ||||||
| Ejector Force | kN | 62 | ||||||
| No. of Ejector | pcs | 9 | ||||||
| MAX. Pump Pressure | Mpa | 16 | ||||||
| Pump Motor Power | KW | 44+31 | ||||||
| Heater Power | KW | 29.5 | ||||||
| Machine Dimension | m | 7.0 x 1.8 x 2.3 | ||||||
| Net Weight | t | 12.7 | ||||||
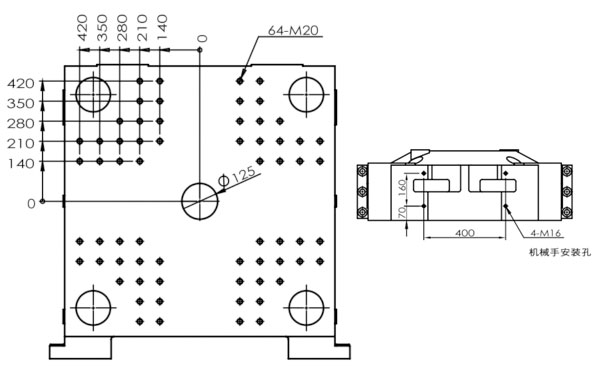
Mold Platen -- GEK338W/GS
IML Solutions Recommendation -- 6 Cavities 1L Pails IML Production
The "Fruit Bucket" is now very popular among the youngsters now in China which have a variety of slice fruit filled in a 1L buckets with handle with tea or juice and other ingredients to be carried easily. It's one of the "Must Order" products in nearly all the "Beverage Tea" store in China. Which make the production of the IML buckets a money making business and GEK338W/GS is suitable for an IML system of 6 cavities 1L bucket high speed production.
The video on show is the in-production site of the 6 cavities 1L IML buckets with SWITEK SW8 series high speed side entry IML robot with a cycle time around 10s. With such a productivity, the factory owner has 5 staffs to do the bucket handle assembly and buckets packing.
To reduce the cost of man hours the optional solution of the same products would be an IML system with handle assemly, of which the IML robot will have the handle assembled to the IML bucket as soon as the bucket picked out. An ideal configuration of the system is a 2+2 layout of the buckets and with the injection molding done by a Golden Eagel high speed injection molding machine GEK338W/GS.
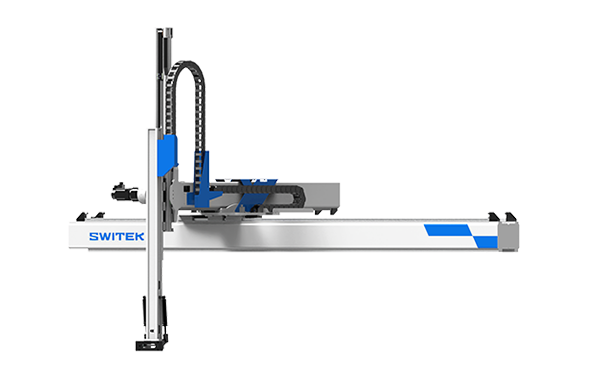
SW7518DS
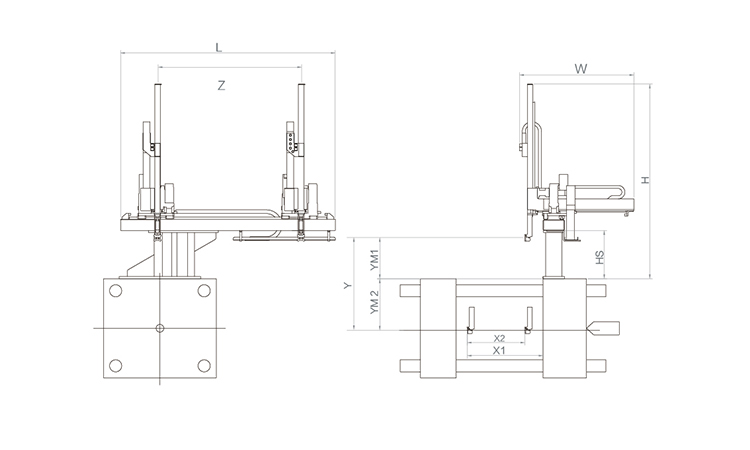
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 1785 | 1320 | 0 | 0 | 1800 | 500 | 1300 | 3120 | 4160 | 2480 | 2650 | 15kg |
|---|
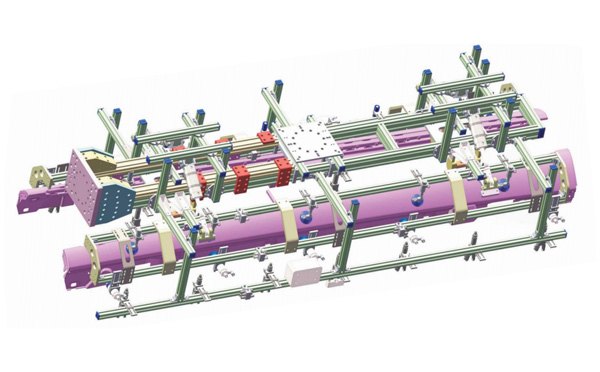
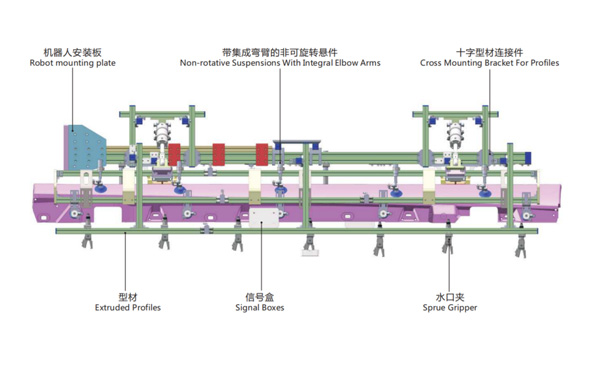
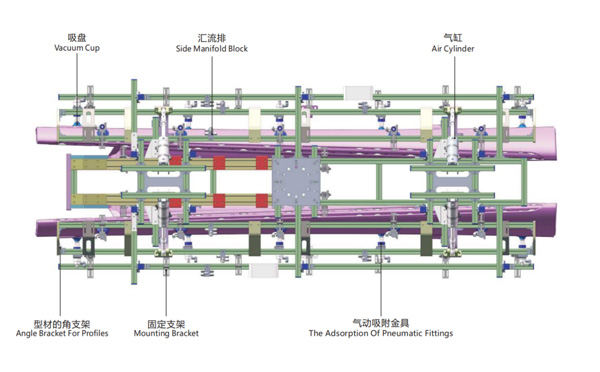
EOAT Assembly Demonstration -- One Cavity Car Threshold Strip Picking EOAT
Product Descriptions
What's Would be the Most Economic Way to Produce An IML Bucket With Handle?
As one of the most popular food package in the market, an IML pail with handle is in demand of huge quantity but the assembly of the handle make it a labour entensive products. Is there any solutions that will make the production of an IML bucket with handle automatically? The answer would definitely yes.
One of the most economic way would be to have the pails and handle integrated into one single mold, it could be 2 + 2 or 4 + 4 design which the IML robot will pick the buckets and have the handles assembled automatically. With this solution, the IML buckets producer will only need one set of IML system to have the buckets and handle produced and assembled immediately.
> It sounds great right, but what would be the productivity of such a system? In Chinaplas 2024 SWITEK cooperated with YIZUMI onshowed a 2 + 2 IML solution of 1L pails at the cycle time of around 7.5s. Generally the performance of the injection molding machine, the mold and the IML robot are all very important to make it a perfect IML system with handle assembly.
Fore more questions about your IML projects, please feel free to contact Adams from SWITEK, your personal consultant of IML technology.