
sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us
Keywords:PETRI DISH PACKING SYSTEM, PETRI DISH INJECTION MOLDING SOLUTIONS
The delay setting of the SWITEK side entry Petri Dish packing system is to set the delay time of each action to ensure the safety but without sacrifice the efficiency of the petri dish packing system. Here in this chapter we'll introduce the meaning of the terms in the delay setting pages to help the operator of the packing system to keep it working efficiently and safely.
Delay Setting 1

| No. | Description |
|---|---|
| 1 | Position Setting 1 (Pos Set 1) 400 |
| 2 | Position Setting 2 (Pos Set 2) 401 |
| 3 | Position Setting 3 (Pos Set 3) 402 |
| 4 | Delay Setting 1 (Delay Set 1) 403 |
| 5 | Delay Setting 2 (Delay Set 2) 404 |
| 6 | Mold Open Finished Delay (Mold Open Del) 484 |
| 7 | Mold Closed Holding Delay (Mold Close Hold Del) 485 |
| 8 | Ejector Arrived the Position Delay (Ej Arr Del) 486 |
| 9 | The robot arm petri dish calmping finish delay (Arm Clamp Cmpl Del) 487 |
| 10 | Petri Dish Transfer Clampping Delay (Trans Clamp Del) 488 |
| 11 | Main Arm Petri Dish Dropping Delay (M Arm Drop Del) 489 |
| 12 | Petri Dish Assembly Position Dropping Delay (Comb Mat. Drop Del) 490 |
| 13 | Assembled Petri Dish Dropping Delay (Comb Mat Drop Del) 491 |
| 14 | Assembly Unit Opened Delay (Stack Cmpl Mat Drop Del) 492 |
| 15 | Stacked Petri Dish Dropping Finished Delay (Stack Cmpl Mat Drop Del) 493 |
| 16 | Stacked Petri Dish Picking Delay (Conv Belt Del) 494 |
| 17 | Petri Dish Clamping Arrived Delay (Clamp Mat Arr Del) 495 |
| 18 | Petri Dish Releasing Finished Delay (Mat Rel Cmp Del) 496 |
| 19 | Petri Dish Picking Position Sensor Delay (Mat Picking Delay) 589 |
| 20 | Exchange Position Clamping Delay (Exchange Delay) 590 |
| 21 | Lower Sleeve Clip Delay (L Mold Clamp Delay) 591 |
| 22 | Upper Sleeve Clip Delay (Up Mold Clamp Delay) 592 |
| 23 | Borrow Sleeve Up/Down Up Delay (Borrow Up Delay) 593 |
| 24 | Up Sleeve Clip Delay (Up Mold Clamp Delay) 592 |
| 25 | Borrow Sleeve Up/Donw Up Delay (Borrow Up Delay) 593 |
| 26 | Upper Sleeve Welding Done Delay (Weld Arr Del) 498 |
| 27 | Sleeve Cutting Cylinder Arrived Delay (Cut Mold Cyl Arr Del) 499 |
| 28 | Down Sleeve Welding Done Delay (Low Weld Del) 500 |
| 29 | Vacuum Delay (Vac Extra Delay) 596 |
| 30 | Sleeve Suction Delay (Mold Suction Delay) 597 |
| 31 | Sleeve Suction Alarm Delay (Mold Suction Alarm Delay) 598 |
| 32 | Petri Dish Picking Error Time (Picker Error T) 700 |
| 33 | Petri Dish Picking Ok Time (Picker OK T) 701 |
| 34 | Petri Dish Dropping Delay Time (Mat Drop Del) 497 |
| 35 | Finished Parts Collecting Conveyor (Conveyor) 588 |
| 36 | Auto Mode (Auto) |
| 37 | Manual Mode (Manual) |
| 38 | System Parameters (Sys Params) |
| 39 | Position Setting (Pos Set) |
| 40 | Position Interface (Pos Interface) |
| 41 | Alarm Interface |
| 42 | I/O Monitor (I/O Mon) |
Delay Setting 2

| No. | Description |
|---|---|
| 1 | Position Setting (Pos Set 1) 400 |
| 2 | Position Setting (Pos Set 2) 401 |
| 3 | Position Setting (Pos Set 3) 402 |
| 4 | Delay Setting (Delay Set 1) 403 |
| 5 | Delay Setting (Delay Set 2) 404 |
| 6 | Petri Dish Receiving Cylinder Open Time (Jig Cyl 1 Op Delay) 696 |
| 7 | Gate 1 Delay 697 |
| 8 | Gate 2 Delay 698 |
| 9 | Up Lifting Cylinder Arrived Delay (Upp M Cyl ON) 745 |
| 10 | Up Lifting Cylinder Retreat Delay (Upp M Cyl Delay) 710 |
| 11 | Mold Conveyor Belt 711 |
| 12 | Stacking Blow Delay 733 |
| 13 | Sampling Petri Dish Dropping Delay (Blanking Mate Time) 750 |
| 14 | Auto Mode (Auto) |
| 15 | Manual Mode (Manual) |
| 16 | System Parameters (Sys Params) |
| 17 | Position Setting (Pos Set) |
| 18 | Position Interface (Pos Interface) |
| 19 | Alarm interfaces |
| 20 | I/O Monitor (I/O Mon) |
REMARKS:
SW6710DS-20
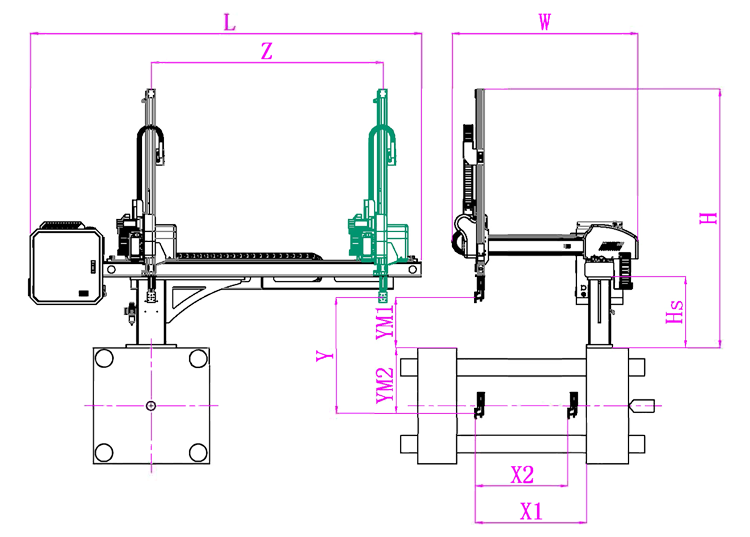
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 1025 | 840 | 0 | 0 | 1000 | 475 | 525 | 1750 | 2780 | 1610 | 1930 | 8kg |
|---|
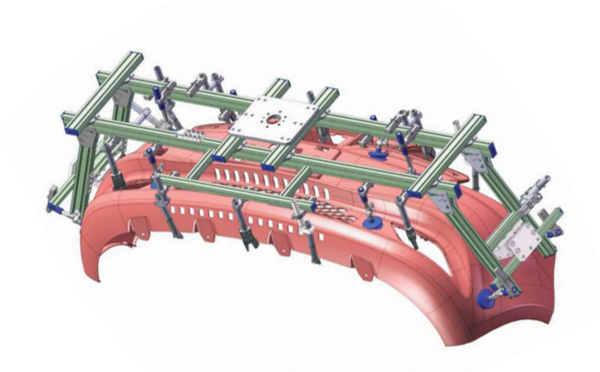
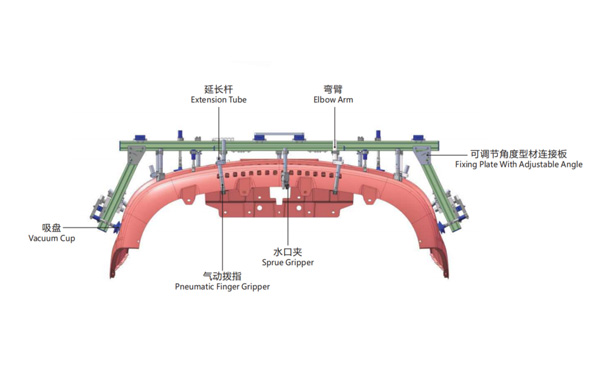
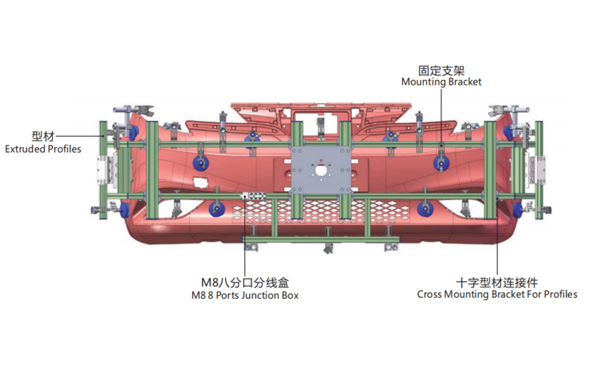
EOAT Assembly Demonstration -- One Cavity Car Bumper Picking EOAT
Product Descriptions
What's the Meaning of IML?
IML (In Mould Labeling) is an automation solution of injection molding which is mostly in production of food containers especially the production of containers for dairy products. It's originated from USA and widely used now around the world. An IML system will include the injection molding machine, a mould, an IML robot and other auxiliary machinery. With this system, the robot will put the IML label into the mould to be injected as part of the IML container.
In an IML system, the importance of the injection molding machine, the mold, the IML robot, the label are the key to start a successful IML project. It's possible to start a successful IML project with a suitable injection molding machine, the qualified label, the well designed mold and the right IML robot system. It's very important to have the whole system well tested before delivery.
Since the first IML system put on market in 2009, SWITEK IML had been delivered to clients in more than 43 countries and regions with our largest overseas market in Russian and India. With years' experience of cooperating with the injection molding machine and IML mold makers in China, SWITEK is now the best turn-key IML solutions provider from China to provide you with a price smart turn-key IML Solutions.


