
sales06@switek.biz

+86 186 5927 5869

Shopping

Subscrib to Us
sales06@switek.biz
+86 186 5927 5869
Shopping
Subscrib to Us

| Description | Unit | Value |
|---|---|---|
| INJECTION UNIT | ||
| Shot volume | cm3 | 4274 |
| Shot weight | g | 3847 |
| Shot speed | mm/s | 123 |
| Screw diameter | mm | 110 |
| Injection pressure | MPa | 118 |
| Screw L:D ratio | -- | 18 |
| CLAMPING UNIT | ||
| Clamping force | kN | 7200 |
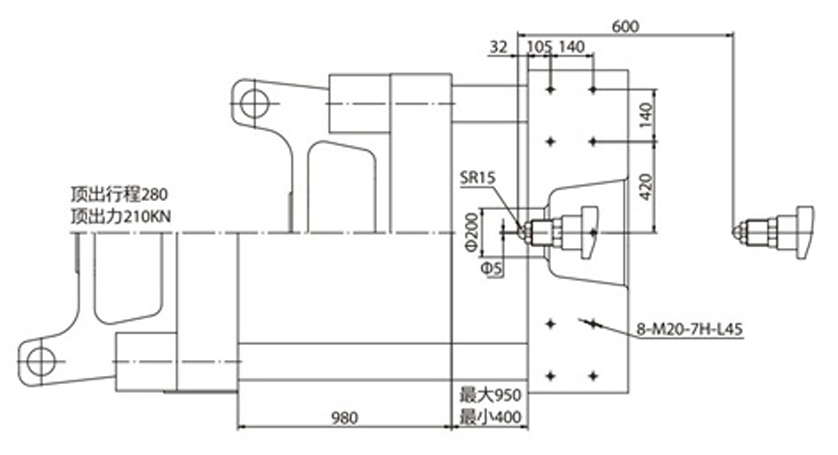
| Opening Stroke | mm | 980 |
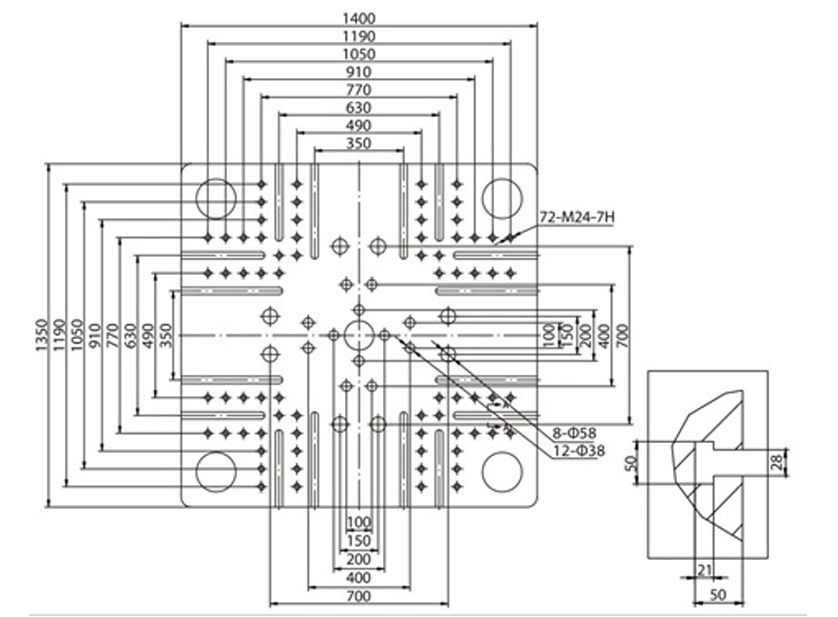
| Space between tie bars | mm x mm | 970 x 920 |
| Mold thickness(min) | mm | 400 |
| Mold thickness(max) | mm | 950 |
| Hydraulic ejection stroke | mm | 280 |
| Hydraulic ejection force | kN | 210 |
| POWER UNIT | ||
| Pump motor | kW | 84 |
| Heating capacity | kW | 50.9 |
| GENERAL | ||
| Oil tank capacity | L | 900 |
Platen Dimension
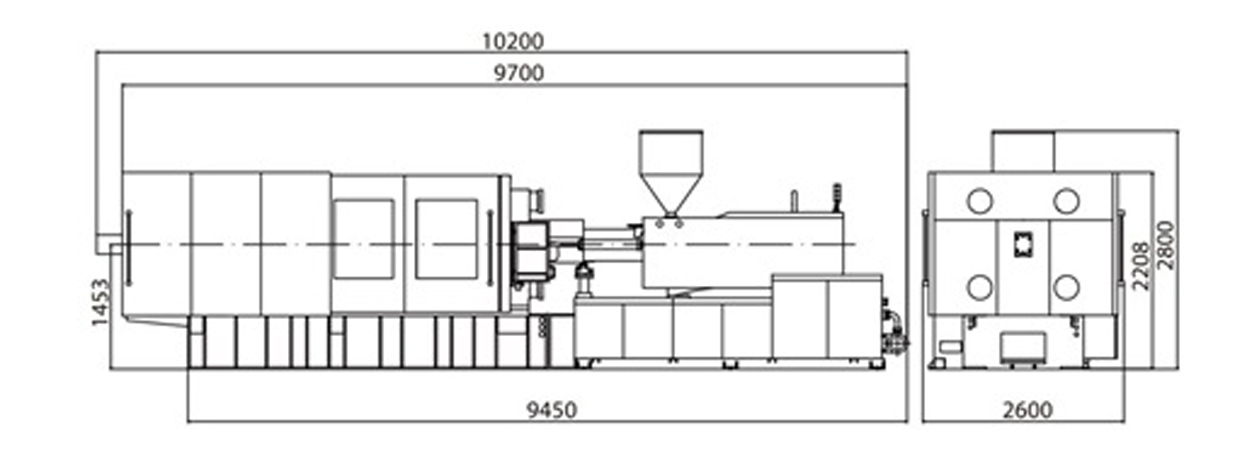
Machine Dimmension
For different parts, you can choose different type of injection molding machine according to your budget and expected daily output of the IML containers.
High Speed Injection Molding Machine for Think-wall Containers
For thin wall containers, a high speed hydraulic injection molding machine is no doublt a price smart choice for your IML project. There're many producers of high speed hydraulic injection molding machine manufacturers in China, among which the most popular would be:
A high speed hybrid injection molding machine will have more energy efficiency than a hydraulic injection molding machine, the popular hybrid injection molding machine made in China include:
As a solution of energy saving and clean production, an all electric injeciton molding machine would be the top choice for the IML production of thin-wall food package, the recommended brand would be:
Injection Molding Machine for IML Paint Buckets
As a deep cavity products, the production of an IML paint buckets will request the injection molding machine to have a larger opening stroke. To reduce the cost of the injection molding machine, some of the injection molding machine manufacturers from China custom designed the machine specialized for the production of IML paint bucket, among which include:
SW6308-20
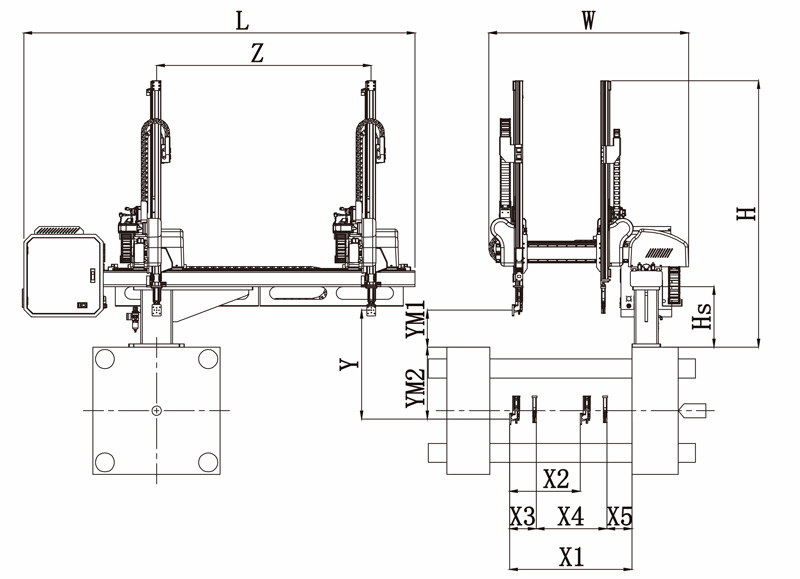
Unit: mm
| X1 | X2 | X3 | X4 | Y | YM1 | YM2 | Z | L | W | H | Payload | 980 | 640 | 165 | 645 | 800 | 235 | 565 | 1280 | 2320 | 1500 | 1690 | 3kg |
|---|
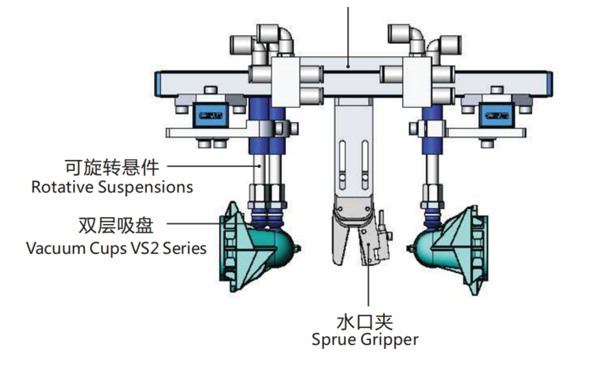
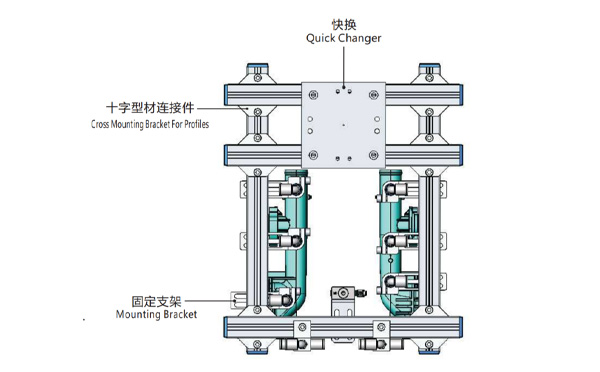
EOAT Assembly Demonstration -- Two Cavities Parts Picking EOAT with Runner Gripping
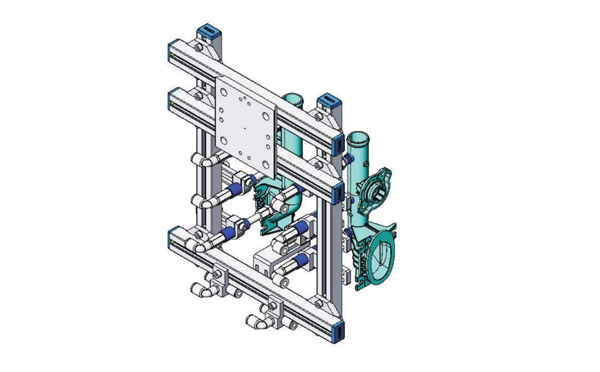
Product Descriptions
Bom List
| Product Name | PN # | Model | Quantity |
|---|---|---|---|
| Quick Changer | 7.Y00175 | QCS-G100 | 1 |
| Sprue Gripper | 8.Y00050 | GR12-12CP | 1 |
| Plugs for Profile | 4.Y00069 | PEP2518 | 10 |
| Cross Mounting Bracket for Profiles | 7.Y00194 | SMBA-2525T | 6 |
| Extruded Profile | 4.Y00455 | PEP2518-1000 | 2 |
| Vacuum Cups VS2 Series | 1.Y03085 | VS2-SA11 | 6 |
| Vacuum Cup Fitting | 7.Y00703 | VM-02-G18 | 6 |
| Rotative Suspensions | 8.Y00061 | VFR1421-G18 | 6 |
| Mounting Bracket | 7.Y00200 | SMBE1-1440T | 6 |
| Connector | 1.Y02510 | APF-M5 | 2 |
| Side Manifold Block | 7.Y00157 | SMB-06M5 | 2 |
| L-Type Threaded HOse Fitting | 1.Y02722 | APL6-01 | 8 |
| Straight Threaded Hose Fitting | 1.Y02725 | APC6-01 | 6 |
What's the Meaning of IML?
IML (In Mould Labeling) is an automation solution of injection molding which is mostly in production of food containers especially the production of containers for dairy products. It's originated from USA and widely used now around the world. An IML system will include the injection molding machine, a mould, an IML robot and other auxiliary machinery. With this system, the robot will put the IML label into the mould to be injected as part of the IML container.
In an IML system, the importance of the injection molding machine, the mold, the IML robot, the label are the key to start a successful IML project. It's possible to start a successful IML project with a suitable injection molding machine, the qualified label, the well designed mold and the right IML robot system. It's very important to have the whole system well tested before delivery.
Since the first IML system put on market in 2009, SWITEK IML had been delivered to clients in more than 43 countries and regions with our largest overseas market in Russian and India. With years' experience of cooperating with the injection molding machine and IML mold makers in China, SWITEK is now the best turn-key IML solutions provider from China to provide you with a price smart turn-key IML Solutions.


